Salut,
La Kress quand elle n'a pas pris une "beigne" tourne rond (dans les 0.01) et il est tout à fait possible de travailler à ±0.02mm ; par contre ce qui pose problème c'est la matière elle même ; avec un même Gcode, si j'usine ma pièce dans un plastique dur (Corian) je tiens les cotes à 0.02mm ... mais dans du bois je suis à 0.1mm voir plus suivant le type de fraise (denture droite ou hélico) et surtout suivant le sens d'usinage (avalant/opposition) .. c'est le problème d'usiner une matière "élastique" le bois à tendance à se compresser sous l'effort de coupe et à reprendre sa place après passage de la fraise et ça coupe toujours un poil moins que prévu .. dans le cas d'assemblages il faut simplement tenir compte de ce phénomène lors de la définition des jeux. Par exemple pour un assemblage "à crénaux" (comme pour les boites), sur du bois je met presque 2/10 de jeu sur le "plan" dans la FAO pour que ça s'assemble "glissant" sur la pièce réelle, mais pour du plastique je ne met que 0.05 voir moins.
Au début que j'usinais du bois (j'avais l'habitude de fraiser du métal, mais le bois c'était nouveau pour moi), ça m'a bien pris la tête cette histoire car j'ai passé du temps à calibrer la machine au petit poil, j'avais toujours les bonnes cotes dans le plastique ou l'alu, mais dans le bois j'avais systématiquement 0.1 à 0.2mm de trop sur les cotes extérieures, et 0.1 à 0.2 de moins sur les cotes intérieures (donc la fraise coupe 0.05 à 0.1mm de moins que prévu tout le tour) ... et bien sûr cette erreur varie aussi en fonction de l'essence de bois et du sens de coupe (en travers ou dans le sens des fibres) ... plus le bois est dur, plus les cotes obtenues sont précises.
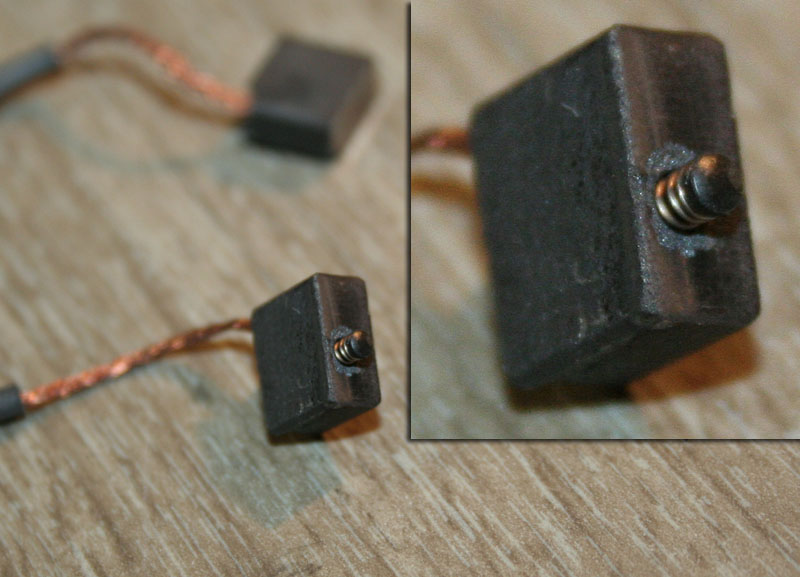
Concernant la "résistance" de la Kress, et bien les 2 miennes tournaient 6h / jour et je n'en ai jamais cramé une ni noté de surchauffe, par contre si utilisée à 24000 tr, la durée de vie des charbons et d'environ 200H (et elle augmente si la V de rotation est plus faible), donc pour de l'usinage en série, c'est pénible, je devais changer les charbons tous le 2 mois environ .... et le problème c'est qu'il y a une sécurité au niveau des charbons, si ils sont trop court, il y a un ressort dans le charbon qui le repousse, ce qui coupe la rotation ; c'est super pour éviter de détruire le collecteur .... sauf que le soft de pilotage n'a aucun moyen de savoir que la broche s'est arrétée, donc il continu de déplacer les axes et si tu a de la chance, tu casse la fraise (petite fraise de 3), si tu n'a pas de chance (fraise de 6 ou 8mm), la fraise résiste les axes se bloquent mais c'est l'arbre de broche qui se tord !
Bonjours à tous, Tout à l'heure, en plein usinage ma broche Kress s'est arrêtée J'ai d'abord pensé à un fusible en sortie du contrôleur de la CNc, ça m'est d

www.metabricoleur.com
Pour ma part je suis passé à la broche tri + VFD (GMT 750W + vario Fuji), mais en broche à air car je ne voulais pas tout un tas de tuyaux, pompe, réservoir ... + un système pour s'assurer que la pompe marche, qu'il ne manque pas d'eau dans le réservoir, etc .... un ventilo en bout d'arbre ça ne tombe pas en panne ...
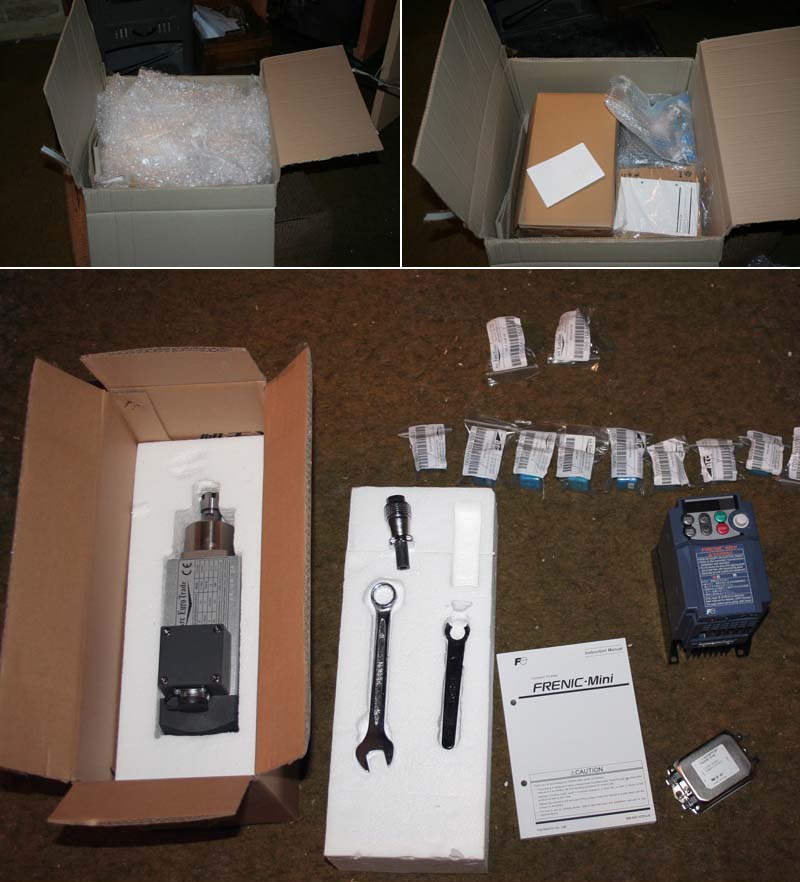
Salut, J'ai reçu cet après midi la broche est les accessoires commandés samedi soir ; efficace ! Le lien: http://www.arceurotrade.co.uk/Catalogue/High-Speed-S
www.metabricoleur.com
Pour le bruit des fraises, et bien la aussi, c'est bien dépendant de la fraise, les dentures droite fond un bruit du diable, les hélicoïdales sont bien moins bruyantes, les hélico+brise copeaux on tendance à "siffler" et le bruit est plus intense quand on coupe en travers du fil que dans le sens du fil ... et plus la fraise est longue et fine, plus elle est bruyante car elle à tendance à vibrer plus facilement.
Pour le poids des broches, j'avais acheté une 2.2Kw Chinoise liquide (que je n'ai pas gardée) et je l'avais pesée à 6Kg, la Kress est à 1.7Kg
Quelques vidéo d'usinage bois avec une Kress sur une petite BZT PF750 pour des pièces de série. (érable sycomore .... bien dur)
Bonsoir à tous, (sujet archivé en Mars 2014) Je ne peux pas créer ce sujet dans la zone "publique" pour cause de confidentialité(*), mais certains d'entre vous
www.metabricoleur.com
Salut, Une petite vidéo prise cet aprèm pendant une phase d'ébauche. Ne me demandez pas ce qu'est la pièce, c'est confidentiel Fraise Ø8, hélicoïdale 4 dents
www.metabricoleur.com
++
David