

Dich
Nouveau
Bonjour tout le monde,
Récemment, j'ai construis une machine CNC a base d'arduino et cnc shield. Puisque je suis un débutant le châssis n'est pas solide suffisamentet ainsi le matériel utilisé et juste pour faire des tests ( comme les moteurs PAP ont un couple faible, la transmission...) en fin bref pour un debut je ne veux pas trop investir.
Le probleme que je rencontre est au niveau de la commande, apres plusieurs tests il s'avère que c'est un probleme d'amperage (quand je commande les moteurs un par un ils fonctionnent sans probleme et c'est un peut difficile de les arreter avec la main).
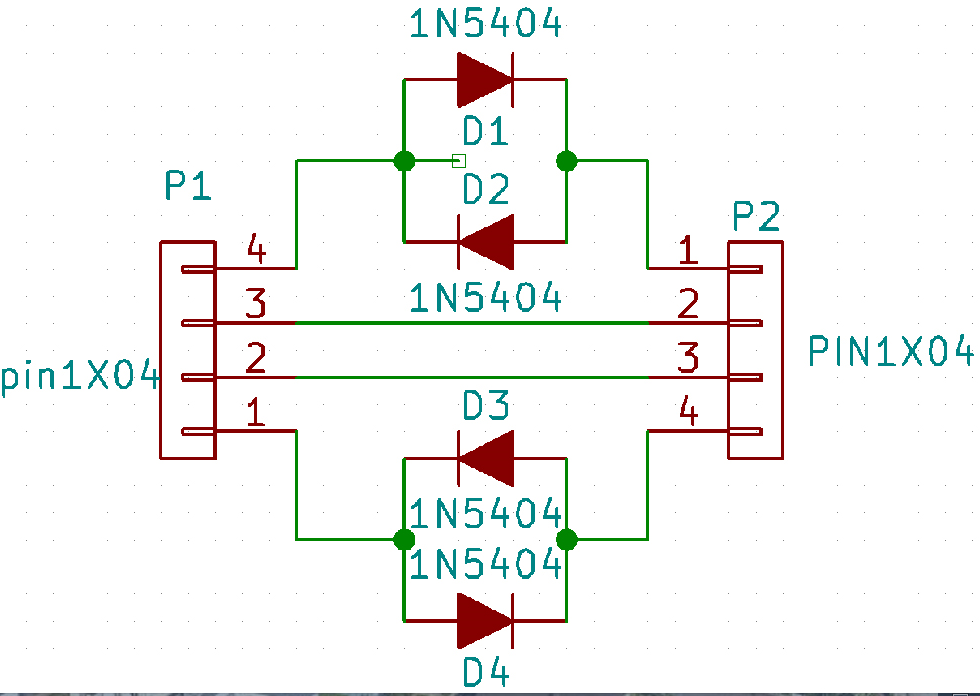
Pour mieux comprendre le schema:
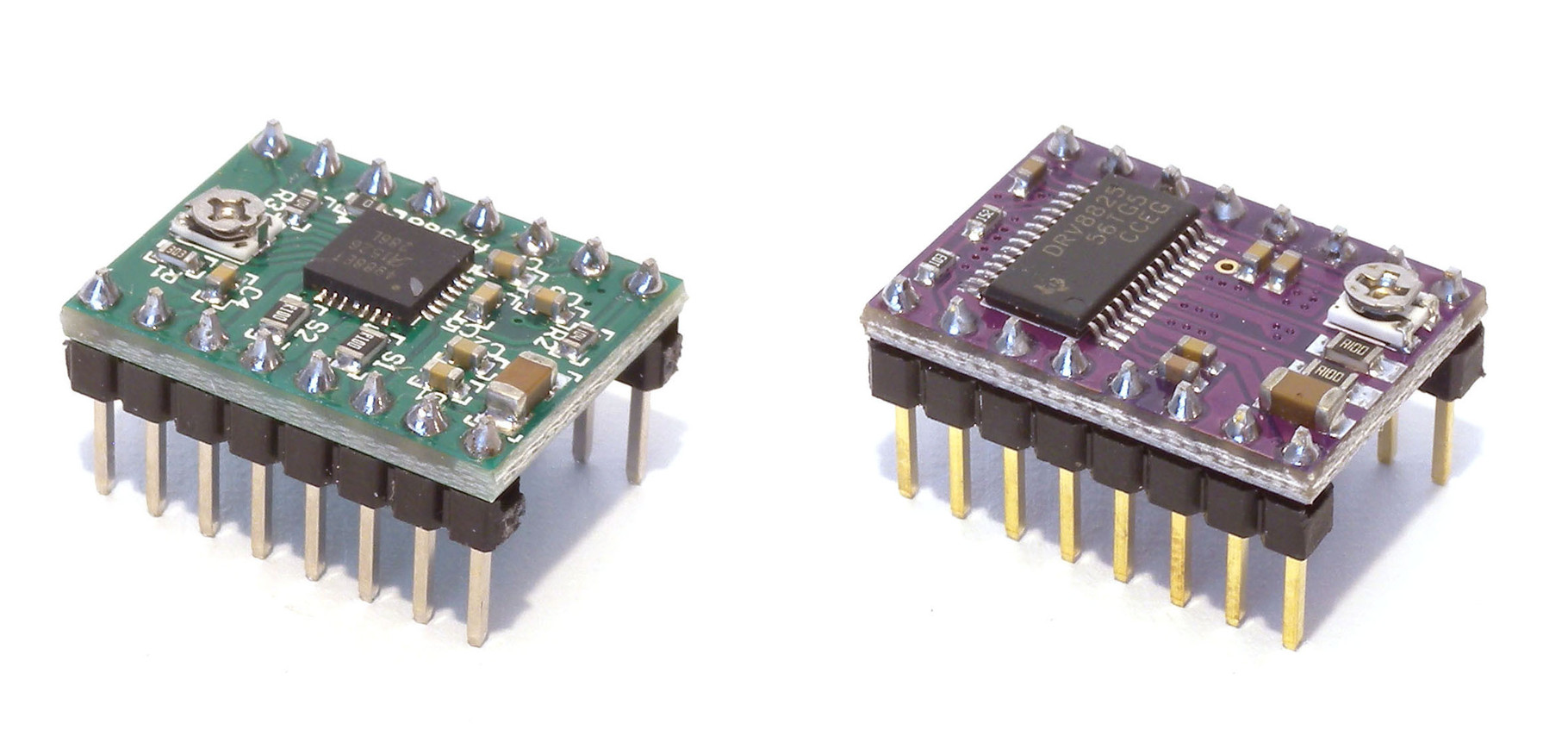
Le cnc shiel est collé sur l'arduino puis connecté avec les moteurs PAP et le tout est alimenté par une alimentation du PC (12v jaune + noir) et bien sur avec des DRV8825.
SVP je voudrais savoir comment faire pour regler ce probleme.
Par avance merci
Nb: le reglage des drivers est sur 1,01 A (honnêtement je ne suis pas sûre car je mets meteix sur 20mA et sa me donne ce chiffre cité au dessus).


Récemment, j'ai construis une machine CNC a base d'arduino et cnc shield. Puisque je suis un débutant le châssis n'est pas solide suffisamentet ainsi le matériel utilisé et juste pour faire des tests ( comme les moteurs PAP ont un couple faible, la transmission...) en fin bref pour un debut je ne veux pas trop investir.
Le probleme que je rencontre est au niveau de la commande, apres plusieurs tests il s'avère que c'est un probleme d'amperage (quand je commande les moteurs un par un ils fonctionnent sans probleme et c'est un peut difficile de les arreter avec la main).
Pour mieux comprendre le schema:
Le cnc shiel est collé sur l'arduino puis connecté avec les moteurs PAP et le tout est alimenté par une alimentation du PC (12v jaune + noir) et bien sur avec des DRV8825.
SVP je voudrais savoir comment faire pour regler ce probleme.
Par avance merci
Nb: le reglage des drivers est sur 1,01 A (honnêtement je ne suis pas sûre car je mets meteix sur 20mA et sa me donne ce chiffre cité au dessus).
Fichiers joints
Dernière édition:


") ). dés que je serai chez moi je fais le test.
). dés que je serai chez moi je fais le test.
