M4vrick
Compagnon
Bonjour à tous 
Je suis en train de terminer la remise en état d'une petite fraiseuse dans mon fablab et je me pose maintenant la question de son utilisation concrète.
L'idée étant de pouvoir l'utiliser pour usiner de l'aluminium. Il s'agit d'une petite fraiseuse à portique avec les caractéristiques suivantes:
- Broche 1.1kW refroidie par eau (on envisage de passer sur une 2.2kW à l'avenir).
- Pince ER11
- Structure tout aluminium
- Entrainement par moteur pas à pas et vis à bille
Voici le topic où je parle de sa remise en état et où je pose mes questions plus orientées sur la mécanique et la mise en marche : https://www.usinages.com/threads/installation-mach3-et-axbb-e-sur-petite-fraiseuse-alu.156777/
Ce que je cherche ici c'est de l'aide pour avoir des paramètres de base pour le fraisage de l'alu, par exemple :
- Quelle nuance d'aluminium rechercher pour un usinage le plus facile ?
- Quel type de fraise est adaptée pour cette machine et cette utilisation ? j'ai toutes les tailles de pince de 1mm à 7mm.
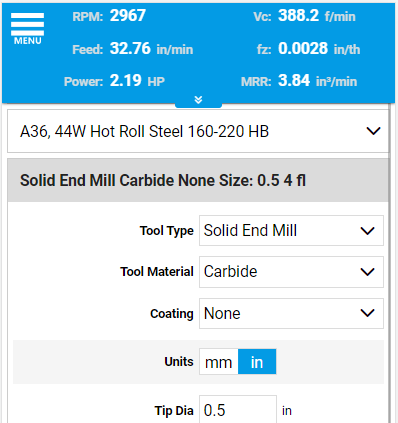
- Quels paramètres de coupe rentrer dans mon logiciel de FAO ? VC, vitesse d'avance etc
Je ne tien pas à faire de la production, c'est une petite machine de fablab, mais j'aimerais pouvoir usiner correctement.
Merci pour votre aide et toutes les informations que vous pourrez m'accorder
Je suis en train de terminer la remise en état d'une petite fraiseuse dans mon fablab et je me pose maintenant la question de son utilisation concrète.
L'idée étant de pouvoir l'utiliser pour usiner de l'aluminium. Il s'agit d'une petite fraiseuse à portique avec les caractéristiques suivantes:
- Broche 1.1kW refroidie par eau (on envisage de passer sur une 2.2kW à l'avenir).
- Pince ER11
- Structure tout aluminium
- Entrainement par moteur pas à pas et vis à bille
Voici le topic où je parle de sa remise en état et où je pose mes questions plus orientées sur la mécanique et la mise en marche : https://www.usinages.com/threads/installation-mach3-et-axbb-e-sur-petite-fraiseuse-alu.156777/
Ce que je cherche ici c'est de l'aide pour avoir des paramètres de base pour le fraisage de l'alu, par exemple :
- Quelle nuance d'aluminium rechercher pour un usinage le plus facile ?
- Quel type de fraise est adaptée pour cette machine et cette utilisation ? j'ai toutes les tailles de pince de 1mm à 7mm.
- Quels paramètres de coupe rentrer dans mon logiciel de FAO ? VC, vitesse d'avance etc
Je ne tien pas à faire de la production, c'est une petite machine de fablab, mais j'aimerais pouvoir usiner correctement.
Merci pour votre aide et toutes les informations que vous pourrez m'accorder