Hello, pour faire suite...
d'abord un gd Merci à Noirvodka pour ses infos ;O))
Les bruts:
Allez on usine !
Usinage et taraudage pour la butée de l'arbre coulissant:
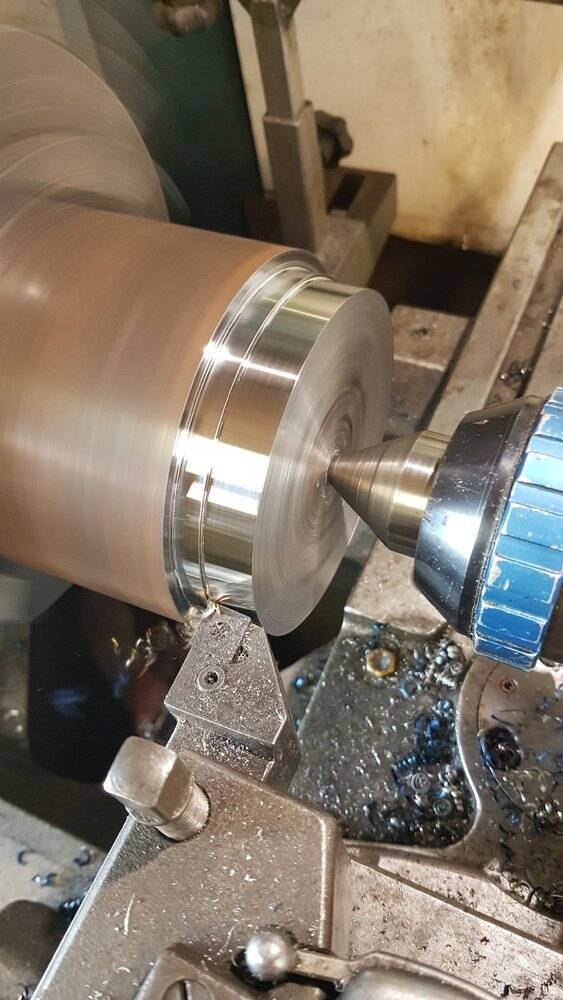
Reprise de l'arbre coulissant pour son circlips:
Le truc bizarre est la mousse de lub en spray...
Fraisage rainure de clavette:
fraisage de la lumière qui servira de couse et de butée fixation de la clavette:
Tournage des différentes bagues (roulement, fixation sur la broche et oscillante) perçage, alésage, tronçonnage...
Tournage des poids:
ou contre poids ? ;O))
Filetage avec une filière à main (M7)
Réalisation de la fente pour le serrage sur la broche:
Là en fin de sciage malgré le sens de la prise en mors, au final de l'opé, ça a coincé sans dégât (fraise scie sans clavetage)
Fraisage de la chape de verrouillage...
Rodage à la pâte de l'arbre dans le fourreau de l'outil...
J'aurai pu ôter les copeaux...
Qq pièces finies:
Après brunissage au liquide (bof) et bleuissage sur la cuisinière de Madame (ça pue ton truc !!)
Voici le tout monté !
Je ne suis pas satisfait du résultat... le mandrin ne tourne pas comme je le souhaitais... je me mets en chasse pour un plus précis.
J'espère que ce petit reportage vous aura plu et donnera des idées a ceux qui ne sont pas (comme moi) des pros, les pros eux, rigolent !
Slts