Rinar
Apprenti
J’ai longtemps traîné sur ce forum en anonyme non connecté pour chercher des idées ou astuces. Je n’ai pas toujours trouvé les infos que je cherchais mais j’ai passé des soirées passionnantes… Je profite de ce poste pour remercier et féliciter tous les intervenants.
Je me permet de présenter ma réalisation qui n’a rien d’extraordinaire mais qui est dans un créneau peu répandu : la fraiseuse cnc compacte.

Le projet :
Une mini fraiseuse cnc:
- de taille réduite. C’est le critère le plus important : Pas plus gros qu’un carton de 6 bouteilles de bordeaux.
- qui doit être aussi pratique en manuel qu’en cnc. Donc des manivelles aux bons endroits.
- La précision n’est pas vraiment un sujet mais je veux un bon état de surface. La finition doit être belle donc :
- Bonne rigidité pour une fraise de 6 et une passe de 1mm. Et, si besoin, aussi percer de l'acier sans faire danser le foret.
- Elle doit pouvoir se dégauchir en 5 min avec un réglage indépendant des axes.
- Un bon dégagement en Z. Je souhaite pouvoir utiliser à l’occasion un bon vieux foret Leroy merlin de 10mm et 100mm de long.
Dimension: 200x300x300
Travail: 120x70x90
Poids Total : 30kg
La conception
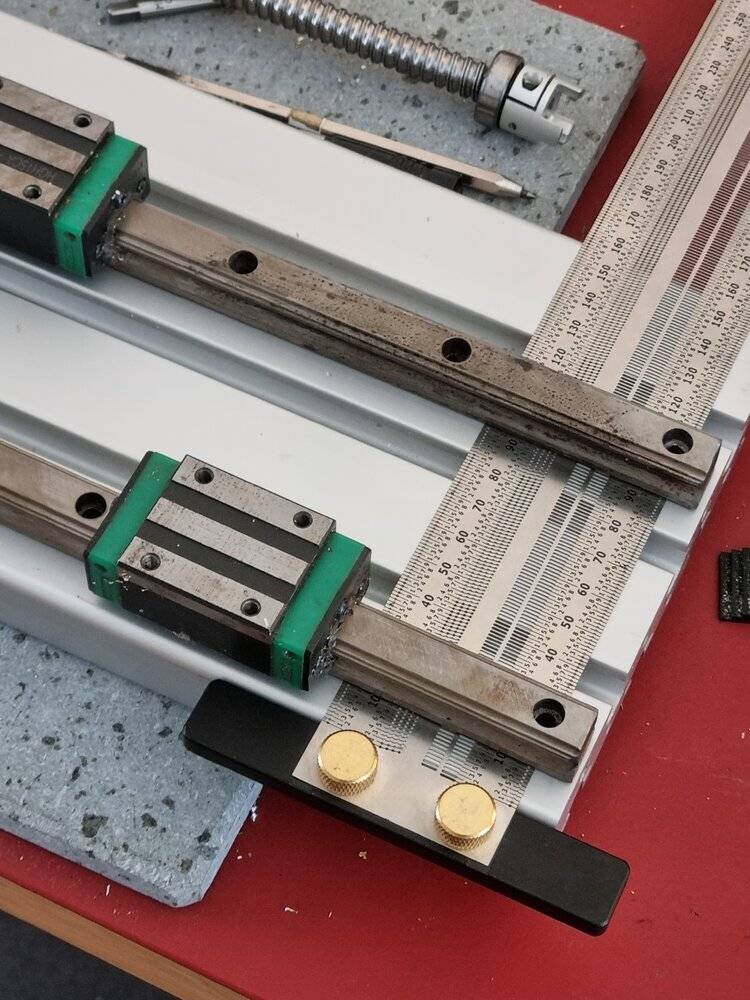
Axe XY
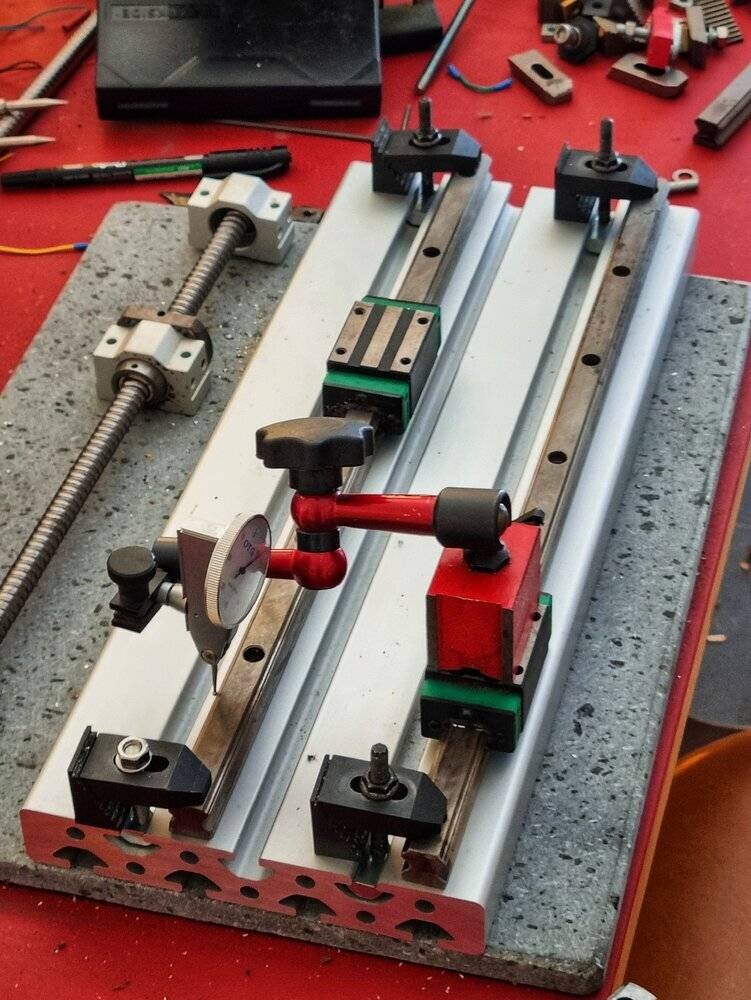
J’ai vite réalisé qu’avec des prismatiques HGH20, je n’arriverais jamais à tenir mes contraintes d’encombrement. J’ai donc fait l’acquisition d’une table XY en fonte chinoise et je n’ai conservé que les queux d’arondes et la table de travail. Elle s'est avéré d’une très mauvaise qualité. Beaucoup de grattage pour limiter jeux et coincement....

La motorisation est basée sur des nemas 17 avec des TR8x2 intégrés. Les moteurs ont été démontés pour replacer les rondelles élastiques par des rondelles rigides en laiton. Les roulements ont été changés pour des skf.
Il n'y a pas d'accouplement souple entre le moteur et la vis. Les axes doivent parfaitement être alignés.
J’ai fait pas mal d’essais pour avoir un entrainement sans jeux axiaux (et sans blocage). « A vide » et bien réglé, il n’y a pas de jeux axiaux et la précision est en dessous de 5 centièmes. Mais régler les noix TR8 et les lardons sur les deux axes est une vraie galère. Faute à la mauvaise qualité des glissières.
Axe Z
J’ai récupéré un axe Z d’un autre projet. HIWIN HGH15 et TR10x2 de bonne qualité.
J'ai fait ce Z pour me dépanner avec une graveuse chinoise et finalement il marche bien.
Les deux KP000 sont montés en compression pour réduire le jeux axial des roulements.
Ce montage peu orthodoxe fonctionne depuis 2 ans sans maintenance et sans jeux.

Broche
Pas facile de trouver une broche compacte pour de l’aluminium. Broches HF sont hors sujet. Je me suis rabattu sur une brushless de 500W en ER16. Bonne pioche, pas de balourd et elle travaille bien de 6000 à 12000. Les roulements ont l'air faiblards mais ils se changent facilement.
J'ai pas mal joué avec les 100W d'une proxxon mf70 avec laquelle il m'arrive de monter une fraise de 6mm. Les 500W me semble largement suffisants.
Le bâti
Rien de plus simple. 2 plaques fraisées de 20mm et 2 profilés de construction ultra lourd de 40mm. J'aime bien le look de ces profilés.
Le tout assemblé avec 8 vis M8. Le profilé du portique permet de facilement ajuster la hauteur de l'axe Z par pas de 4cm.
Motorisation
Du nema 17 partout. C’est un peu juste mais compatible avec la taille de la machine. Dans la pratique je ne dépasserai pas le 1000mm/min.
L’électronique
Une carte MKS DLC32 avec fluidnc. Qui dit mini machine, dit grosse galère de cablage. Mais je suis patient. J’ai ajouté un convertisseur PWM/10V et un relais pour contrôler la broche.
Fluidnc permet d’ajouter des boutons pour controler le job (Pause, Stop,...) et lancer quelques macros (Homing, probe…). Bien pratique…
La vitesse est affiché. Commande de la broche en vitesse en GCODE ou manuel.
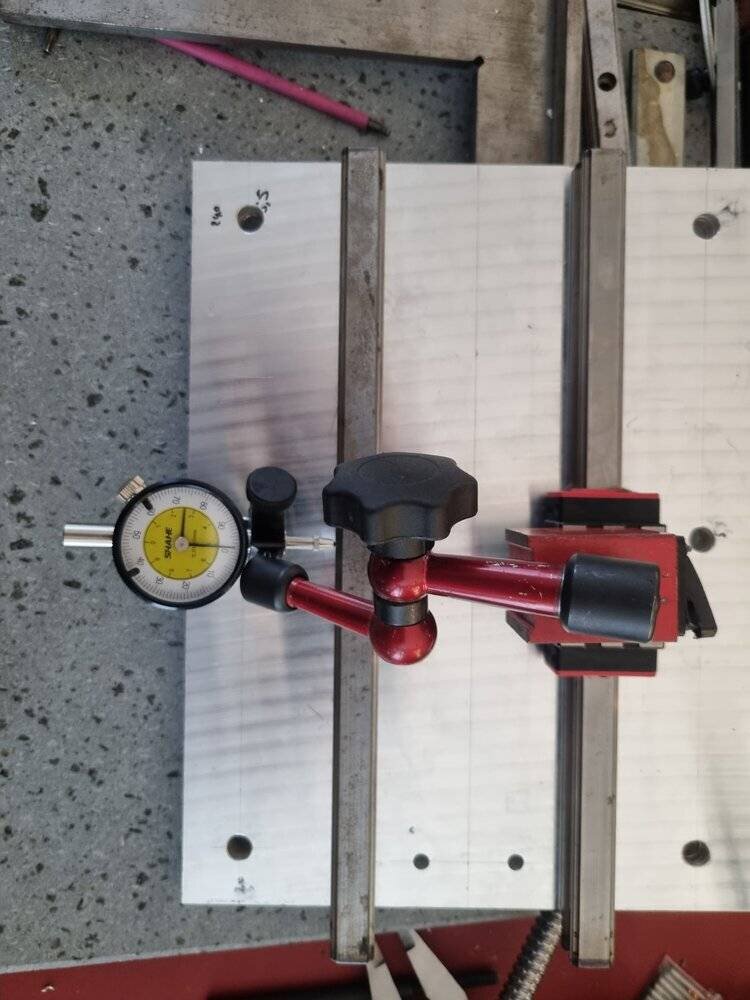
Premier dégauchissage
J’ai fait une demi bête à corne avec les moyens du bord. Pas de cote fonctionnelle... Ca fait bien le job….
Pour le réglage facile, contrat rempli. Premier réglage en 10min chrono.
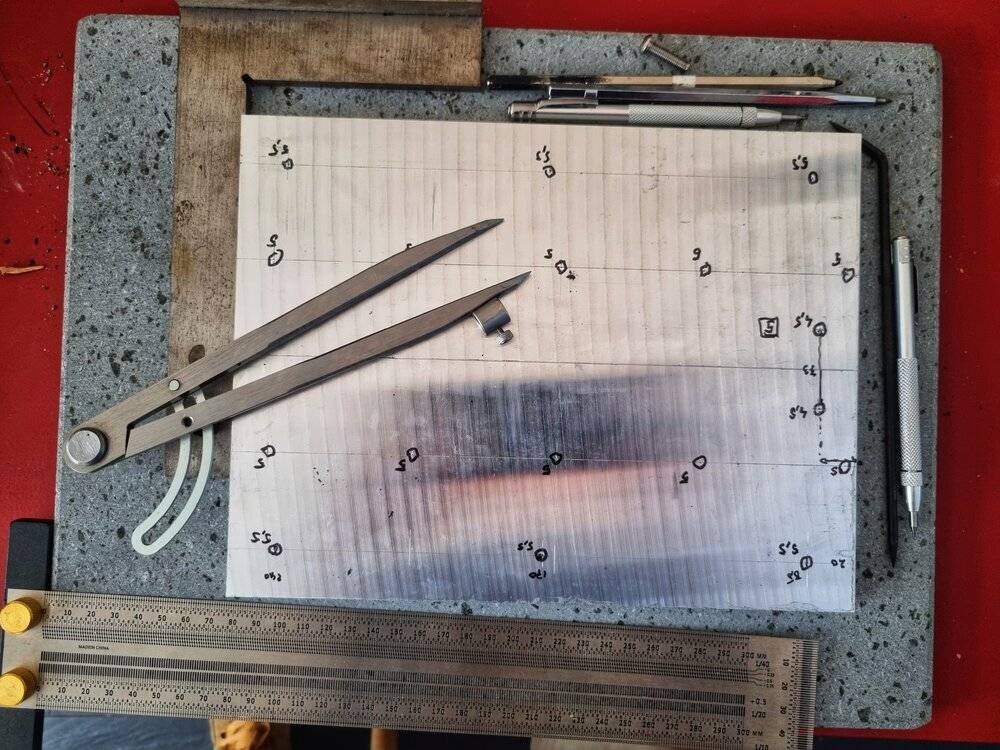
Première pièce
Un petit étaux modulaire en laiton....
Je me suis amusé avec les motifs de surface. Je suis sous les 5 centièmes en précision et l’état de surface est au-delà de mes espérances.
remarque: la pièce est lisse. L'impression de vague est le moirée de la trace de la fraise.
Budget :
Table XY : 120 euros
Moteurs avec TR8 intégré : 45 euros
Axe Z : 200 euros ?
Bâtis : 200 euros ?
Electronique, Cable, boutons : 100 euros
Au total avec les faux frais on est largement au dessous des 1000 euros en m’approvisionnant essentiellement en europe.
Voilà, voilà...
Merci pour votre attention
Je me permet de présenter ma réalisation qui n’a rien d’extraordinaire mais qui est dans un créneau peu répandu : la fraiseuse cnc compacte.
Le projet :
Une mini fraiseuse cnc:
- de taille réduite. C’est le critère le plus important : Pas plus gros qu’un carton de 6 bouteilles de bordeaux.
- qui doit être aussi pratique en manuel qu’en cnc. Donc des manivelles aux bons endroits.
- La précision n’est pas vraiment un sujet mais je veux un bon état de surface. La finition doit être belle donc :
- Bonne rigidité pour une fraise de 6 et une passe de 1mm. Et, si besoin, aussi percer de l'acier sans faire danser le foret.
- Elle doit pouvoir se dégauchir en 5 min avec un réglage indépendant des axes.
- Un bon dégagement en Z. Je souhaite pouvoir utiliser à l’occasion un bon vieux foret Leroy merlin de 10mm et 100mm de long.
Dimension: 200x300x300
Travail: 120x70x90
Poids Total : 30kg
La conception
Axe XY
J’ai vite réalisé qu’avec des prismatiques HGH20, je n’arriverais jamais à tenir mes contraintes d’encombrement. J’ai donc fait l’acquisition d’une table XY en fonte chinoise et je n’ai conservé que les queux d’arondes et la table de travail. Elle s'est avéré d’une très mauvaise qualité. Beaucoup de grattage pour limiter jeux et coincement....
La motorisation est basée sur des nemas 17 avec des TR8x2 intégrés. Les moteurs ont été démontés pour replacer les rondelles élastiques par des rondelles rigides en laiton. Les roulements ont été changés pour des skf.
Il n'y a pas d'accouplement souple entre le moteur et la vis. Les axes doivent parfaitement être alignés.
J’ai fait pas mal d’essais pour avoir un entrainement sans jeux axiaux (et sans blocage). « A vide » et bien réglé, il n’y a pas de jeux axiaux et la précision est en dessous de 5 centièmes. Mais régler les noix TR8 et les lardons sur les deux axes est une vraie galère. Faute à la mauvaise qualité des glissières.
Axe Z
J’ai récupéré un axe Z d’un autre projet. HIWIN HGH15 et TR10x2 de bonne qualité.
J'ai fait ce Z pour me dépanner avec une graveuse chinoise et finalement il marche bien.
Les deux KP000 sont montés en compression pour réduire le jeux axial des roulements.
Ce montage peu orthodoxe fonctionne depuis 2 ans sans maintenance et sans jeux.
Broche
Pas facile de trouver une broche compacte pour de l’aluminium. Broches HF sont hors sujet. Je me suis rabattu sur une brushless de 500W en ER16. Bonne pioche, pas de balourd et elle travaille bien de 6000 à 12000. Les roulements ont l'air faiblards mais ils se changent facilement.
J'ai pas mal joué avec les 100W d'une proxxon mf70 avec laquelle il m'arrive de monter une fraise de 6mm. Les 500W me semble largement suffisants.
Le bâti
Rien de plus simple. 2 plaques fraisées de 20mm et 2 profilés de construction ultra lourd de 40mm. J'aime bien le look de ces profilés.
Le tout assemblé avec 8 vis M8. Le profilé du portique permet de facilement ajuster la hauteur de l'axe Z par pas de 4cm.
Motorisation
Du nema 17 partout. C’est un peu juste mais compatible avec la taille de la machine. Dans la pratique je ne dépasserai pas le 1000mm/min.
L’électronique
Une carte MKS DLC32 avec fluidnc. Qui dit mini machine, dit grosse galère de cablage. Mais je suis patient. J’ai ajouté un convertisseur PWM/10V et un relais pour contrôler la broche.
Fluidnc permet d’ajouter des boutons pour controler le job (Pause, Stop,...) et lancer quelques macros (Homing, probe…). Bien pratique…
La vitesse est affiché. Commande de la broche en vitesse en GCODE ou manuel.
Premier dégauchissage
J’ai fait une demi bête à corne avec les moyens du bord. Pas de cote fonctionnelle... Ca fait bien le job….
Pour le réglage facile, contrat rempli. Premier réglage en 10min chrono.
Première pièce
Un petit étaux modulaire en laiton....
Je me suis amusé avec les motifs de surface. Je suis sous les 5 centièmes en précision et l’état de surface est au-delà de mes espérances.
remarque: la pièce est lisse. L'impression de vague est le moirée de la trace de la fraise.
Budget :
Table XY : 120 euros
Moteurs avec TR8 intégré : 45 euros
Axe Z : 200 euros ?
Bâtis : 200 euros ?
Electronique, Cable, boutons : 100 euros
Au total avec les faux frais on est largement au dessous des 1000 euros en m’approvisionnant essentiellement en europe.
Voilà, voilà...
Merci pour votre attention