Vous utilisez un navigateur non à jour ou ancien. Il ne peut pas afficher ce site ou d'autres sites correctement. Vous devez le mettre à jour ou utiliser un navigateur alternatif.
Tour HBM 330x1000 - Problème avances, aide filetage
Oui, ne t'inquiètes pas serge... J'ai encore plein de questions... sur les cales de hauteur de l'outil, sur les outils à fileter, sur la tourelle rapide (j'en ai acheté une mais elle est limite... elle fait 20mm de hauteur et mes outils font 16... donc ca ne va pas car il faut 2/3 de hauteur.... il faut que j'usine un boulon pour la monter et que j'achète des outils en 14mm...)
Ah et j'oubliais l'outil à retomber dans le pas et le tableau indicator
Et normalement, après une minute, j'aurai 65 * 0.178 = 11.57 mm de déplacement sur le longitudinal (dans le sens qui sera configuré via la manette de sens)
En théorie, oui. MAIS il ne faut pas se fier aux 65t/mn, ils sont théoriques par rapport à la vitesse du moteur qui dépend de la fréquence secteur (ça, c'est normalement stable) et aussi de la charge du moteur, éventuel glissement des courroies. Ce qui compte, c'est l'avance par rapport au nombre réel de tours de la broche. Donc se baser sur le temps, ne sert pas à grand-chose.
Vous verrez quand on parlera de l'appareil à retomber dans le pas que c'est même en fraction de tour de broche qu'on parle
Hmmm...
À votre place, je commencerais par m'exercer aux différentes opérations de tournage avant d'attaquer une opération comme celle-la qui concerne :
- une pièce essentielle de la fraiseuse
- une opération délicate : pas non multiple (ni sous-multiple, je pense) de celui de la vis mère, reprise dans le pas, profondeur de passes, contrôle du filet, arrêt/dégagement en bout de filetage ...
- une matière dure, avec quel outil ?
Bref, même si je constate avec plaisir que vous pigez vite, il est indispensable de se faire d'abord la main sur des pièces de test, en tout cas de peu de valeur afin de maîtriser l'ensemble des opérations. Vous aurez sans doute des surprises ...
==> Oui, je sais bien... C'est pour ça que j'ai arrondi ma mesure. En plus, il y a le temps de réaction et pleins de facteurs qui rentrent en compte, allons, jusqu'à l'inertie du trainard...
Ca sert juste à vérifier que j'ai bien compris comment régler les manettes !
De plus il faut tenir compte du jeu inter-dents de tes combinaisons d'engrenage ! Si tu démarres ton chrono
alors que tu n'as pas rattrapé les jeux , ta mesure ne vaut rien !
Dans toute machine outil conventionnelle il faut rattraper le jeu des vis d'entrainement ( mère ou de chariot ) .
+1 avec Osiver avant de réussir un filetage , sur une pièce cruciale , tu as intérêt à t'exercer sur des chute
de matière sans grande valeur !
Oui, c'était une blague Je voudrais bien avoir une broche filetée pour extraire le CM4 mais c'est clair qu'il va falloir s'entrainer des semaines avant de prendre un tel risque. La dernière broche que j'ai démonté, c'est celle de ma CNC... je l'ai bousillé ;-( et ca m'a couté un bras pour une nouvelle...
Peut-être que je devrait en acheter une à fauxjetons s'il me la fait pas trop chère... ou aller chez lui prendre qq cours
en fait tu n'as pas le VRAI mode d'emploi ....
j'ai en allemand un texte illustré de 118 pages et en Français un manuel de 48 pages...le tout vient d'Optimum livré avec ce tour Quantum, et TOUT , absolument TOUT est expliqué , avec TOUS les détails pour utiliser cet excellent matériel.....
NB : Pour plus de clarté, j'ai coupé l'ancienne photo 6 en photo 30 (Indicator table).
PPS : Je trouve qu'il serait bien, sur ce forum d'avoir une numérotation automatique des images et de la biblio, comme pour les articles scientifiques... Avec des \ref et des \cite, comme dans LaTex C'est une idée pour les webmasters...
J'ai regardé les documents suivants :
(vidéo d'Antoinus)
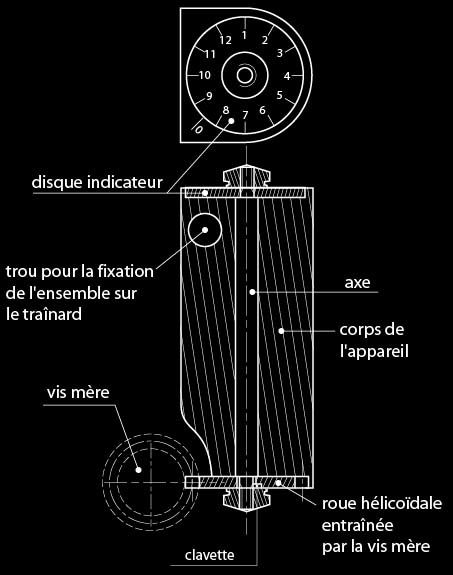
Appareil à retomber dans le pas Généralités C’est un appareil placé à droite ou à gauche du traînard. Composé essentiellement d’un axe vertical portant à sont extrémité inférieur un pignon hélicoïdal amovible claveté engrenant avec la vis mère du tour,...
serge79.over-blog.com
En photo 32, se trouve le cadran de mon appareil à retomber dans le pas (ARP).
Il y a 7 graduations : 1;2;3;5;6;7;8. Le 4 n'est pas présent.
Tous les 1/4 de tour, on retrouve les gradutions annotés : 1 ; 3 ; 5; et 7.
En ce qui concerne 2;6;8, c'est des simples marques.
En photo 31, on peut voir les pignons 14T, 15T, et 16T.
Comme je veux fileter au pas de 1.75mm, j'ai installé le pignon 14T.
En effet, en photo 30, on peut voir que pour le pas de 1.75mm, il faut le 14T.
En ce qui concerne la configuration du pas du la boîte de vitesse du tour à l'aide des manettes, nous l'avons vu hier. Rien n'a changé.
Sur le tableau photo 30, il me semble avoir compris ce que signifiait certaines valeurs de SCALE :
> 1*3*5*7
> 1
> 1*5
Mon ARP est différent de celui d'Antoinus.
Si scale indique 1*3*5*7, cela signifie que je peux embrayer ma vis mère lorsque l'ARP indique 1; 3 ou 5 ou 7 (donc tous les 1/4 de tour).
Si scale indique 1*5, cela signifie que je peux embrayer ma vis mère lorsque l'ARP indique 1 ou 5 (donc tous les 1/2 tour).
Si scale indique 1, cela signifie que je peux embrayer ma vis mère lorsque l'ARP indique 1 (donc à chaque tour complet).
Il reste cependant une valeur possible de SCALE que je n'ai pas comprise : 1-8.
Cela ne peut pas signifier [1 à 8] car il manque le 4. Ou ,alors, est-ce que cela signifie, toutes les positions graduées ?
PS : Je n'ai même pas mesuré le pas de ma vis mère car il semblerait que tout est déjà calculé dans le tableau...
Donc pour faire des filetages standards, je n'ai pas besoin de recalcuer.
En ce qui concerne les filetages non standards (peut-être ce dont parlait osivier), il va peut-être falloir recalculer l'angle de rotation de l'ARP à partir du pas de la vis mère... Ca n'a pas l'air super simple mais ce n'est que des maths
Pour le moment, je vais faire des filetages standards.
Et pendant que j'y suis, j'ai une autre question :
Si je veux faire un filetage US, l'indicator table (photo 30) ne convient plus...
Et par conséquence, les graduations de l'ARP ne sont plus bonnes...
Est-ce qu'il faut que je change le disque gradué de l'ARP ?
Est-ce qu'il faut que je recalcule moi même un nouveau tableau à partir du pas de la vis mère, et du rapport des pignons 14T, 15T et 16T ?
salut
ce bazars ne serre a rien si tu fait le pas de visse en 1 fois
ou si on débraye les avances ou que tu enlève ta pièces du mandrin
le miens je ne sais pas ou il est
ca ma permis de gagner 100 mm de course
a plus
Pour fileter la broche de ta fraiseuse, tu as fait à quel pas ?
Le diamètre du haut de la broche est de 27.8mm.
Est-ce que tu l'a ramené à 27 avant de fileter ?
Donc si je choisi un pas fin de 1.75mm, il faut une profondeur de 0.866 * pas soit 1,5155 mm.
Ca fait beaucoup pour faire en une seule passe ?
J'ai fais des essais d'embrayage de la vis mère en regardant l'ARP... J'arrive à embrayer au bon moment, environ 1 fois sur 2. Le reste du temps, je suis décalé de 5°.
Donc je ne pourrai pas faire comme dans la vidéo. J'envisage d'arrêter le tour et de me repositionner à la main. Ensuite, je relance le tour direct dans le pas de vis...
Comme tu ne peux embrayer sur la vis mère que si tu es "dans le pas de la vis mère", il te faut anticiper la manœuvre.
A toi de voir de combien anticiper (un coup de main à acquérir !) !
une valeur possible de SCALE que je n'ai pas comprise : 1-8.
Cela ne peut pas signifier [1 à 8] car il manque le 4. Ou ,alors, est-ce que cela signifie, toutes les positions graduées ?
Oui !
Le pas de votre vis mère est de 6mm.
Partant de là, tous les pas sous-multiples de 6mm peuvent se remettre dans le pas à chaque dent de pignon (un tour de vis mère) et du coup à chaque graduation du disque quelque soit la roue dentée en place. C'est le sens de la dernière ligne (0T).
Autre point, vous avez dû remarquer que la roue 15T ne permet d'embrayer qu'une fois par tour de disque pour tous les pas. En effet pour ces pas, le disque devrait être divisé en 3 ou en 5 alors qu'il l'est en 8. Donc à moins d'avoir un disque gradué en 5 et un gradué en 3 le seul point commun avec celui divisé en 8 est le 1 (en fait n'importe lequel mais toujours le même).
Aujourd'hui, comme vous me l'avez conseillé, j'ai fait une petite cale de 3.7mm dans un fer plat afin de mettre mon outil à la bonne hauteur.
J'ai cherché un peu sur Internet s'il y avait des jeux de cales tout fait mais je n'en ai pas trouvé et finalement je pense qu'il n'y a pas besoin d'acheter un jeu de cale. En effet, tous mes outils à plaquettes indexées de 16mm semblent avoir la même hauteur (idem pour ceux en plaquette brasées de 12mm) donc je n'ai besoin que d'une cale pour les outils de 16mm (et une autre pour ceux de 12mm).
Est-ce qu'il y a besoin d'avoir un jeu de cales complet rectifiées ? Qu'utilisez-vous comme cales ?
Je n'ai pas l'impression que le bas de la tourelle soit parfaitement droite de toute façon.
Pour la fraiseuse, j'ai acheté un jeu de cale de précision. C'est des cales rectifiées mais elles font 10mm donc elles sont grosses pour la tourelle du tour.
Ensuite, j'ai dressé ma pièce et je l'ai charioté longitudinalement. J'ai aussi percé un trou pour essayer la poupée mobile.
Maintenant que j'ai essayé les fonctions de bases, je voudrais essayer le fieletage et, comme je l'ai expliqué précédement et réexpliqué sur mon second sujet (https://www.usinages.com/threads/que-penser-des-plaquettes-vp15tf.122584/), j'ai besoin d'acheter des outils (à fileter et des outils à tronçonner) car je n'ai que des outils à dresser/charioter.
Puisque j'ai trouvé un forum sympa, j'en profite pour vous soumettre 2 autres questions sur le choix des outils à acheter :
Je voudrais des outils à plaquettes, car c'est plus écolo pour la planette (et surtout parceque je ne sais pas affûter les outils à carbure brasé).
> Outil à tronçonner
Actuellement, j'ai un cylindre d'environ 80mm de diamètre. Si je veux faire une bague, la question qui me vient à l'esprit est : comment tronçonner sur 40mm de profondeur ?
Ils ne font que 86mm de long donc si je sort la lame de 40mm, ça risque de faire un trop gros port-à-faux ?
Comment tronçonner une telle pièce ?
Est-ce qu'il faut installer une sorte de scie sur le tour ? Est-ce que je dois sortir la pièce et la scier ou est-ce qu'il y a moyen de le faire avec le tour ?
Qu'utilisez-vous pour le filetage ? Quelles plaquettes (géométrie, et référence) me conseillez-vous ?
PS : Je rajoute encore une question : Comment faire pour que la pièce ne me vole pas dans la tête une fois tronçonnée ?
(je baisse la vitesse à 100 tours/minutes pour finir la coupe et réduire la force centripète... et ensuite ? comment la maintenir tenir pour pas qu'elle ne tombe et ne raye les glissières, pour pas qu'elle n'explose ma visière en plexi ?)
écolo ? avec des plaquettes à jeter ? d'autant que le HSS admet des solutions faciles en vitesse réduite ; seules les matières dures demandent du spécial ; alors on apprend le tournage et l'affûtage aussi ;
Actuellement, j'ai un cylindre d'environ 80mm de diamètre. Si je veux faire une bague, la question qui me vient à l'esprit est : comment tronçonner sur 40mm de profondeur ?
et bien , je la scie à l'étau ..... comme beaucoup certainement ! il faut le prévoir à l'avance dans la chaîne d'usinage car on n'enlève pas la pièce selon l'envie : au terme ou en obligation .....
PS : Je rajoute encore une question : Comment faire pour que la pièce ne me vole pas dans la tête une fois tronçonnée ?
(je baisse la vitesse à 100 tours/minutes pour finir la coupe et réduire la force centripète... et ensuite ?
pour finir de tronçonner , c'est augmenter la vitesse qu'il faudrait .... et gare avec du carbure , la brisure n'est pas loin ..... la chute est un autre problème ;
A++
GUY34
Comme @guy34, je ne suis pas certain que les plaquettes jetables soient la solution la plus écolo, perso je n'en utilise presque pas. Pour fileter, j'affûte ainsi un barreau HSS et ça va très bien :
Pour tronçonner, j'utilise ceci :
Pour que la chute ne s'envole pas, je ne tronçonne pas jusqu'au centre, je laisse un noyau de deux ou trois millimètres et je finis à la scie à main.
salut
un jeux de cales de précision rectifiées
c est que pour régler la hauteur de travail de la fraiseuse
il faut t équiper en fonction de la demande d usinages
achète une tourelle a changement rapide 20 90 #20
et fabrique toi des porte outils #1
quant on na des machines outils
bien souvent on na de la matière a usiner d avance
j ai un peux de tous les matière d avance
j ai un projet je le commence quant j ai tous ce qui me faut
a plus
Une photo du résultat et des cotes obtenues ce serait intéressant pour d'éventuelles remarques et/ou conseils.
Ainsi que celles de l'outil, de son montage et de celui de la pièce.
C'est mieux que de parler "dans le vide"
Oui, j'ai ai une. Toi tu as une multiflix. Elles sont super mais elles étaient un peu trop chère.
J'ai une dixon. J'ai trouvé que les porte-outils étaient plus simples et que je pourrais les fabriquer moi-même. Les porte-outils multifix sont très complexes.
Le problème de la Dixon, c'est que je n'ai pas le boulon pour la monter dans le tour. C'est un boulon assez spécial. Il faudra que je le dessine puis l'usine.
salut
tu crois que mon porte outil était du tous cuit pour mon tour
ben non ma tourelle ma servie pour usiner l adaptation pour la tourelle
maintenant elle traine sur une étagère
ps j ai changer mon mandrin de 160 mm
par un de 200 mm avec des plusieurs jeux de mors rapporter
a plus


")