DakotaSport07
Ouvrier
notre ami partait d'une planche dont la découpe des cotés était réalisé à la scie à onglet, la méthode que je décris permet largement d'améliorer le résultat d'un usinage sur les deux faces.

Dernière édition:
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
L'inscription ne prend que 30 secondes. En tant que membre, vous pourrez :


notre ami partait d'une planche dont la découpe des cotés était réalisé à la scie à onglet, la méthode que je décris permet largement d'améliorer le résultat d'un usinage sur les deux faces.
Vis a bille de 16 X 5. Accouplement avec une étoile en caoutchouc dur au centre et les bout sont en aluminium. Je vais prendre en photo.quel est le modèle de vis à bille (diamètre, pas) et l'accouplement que tu as entre le moteur et la vis?
![20221024_165937[1].jpg](data:image/svg+xml;charset=utf-8,%3Csvg xmlns%3D'http%3A%2F%2Fwww.w3.org%2F2000%2Fsvg' width='750' height='1000' viewBox%3D'0 0 750 1000'%2F%3E "20221024_165937[1].jpg")
Salut David!Salut
Une méthode un peu différente pour le "cubage", en usinage par dessus sur ce vieux sujet de 2011 (ça nous rajeuni pas !)
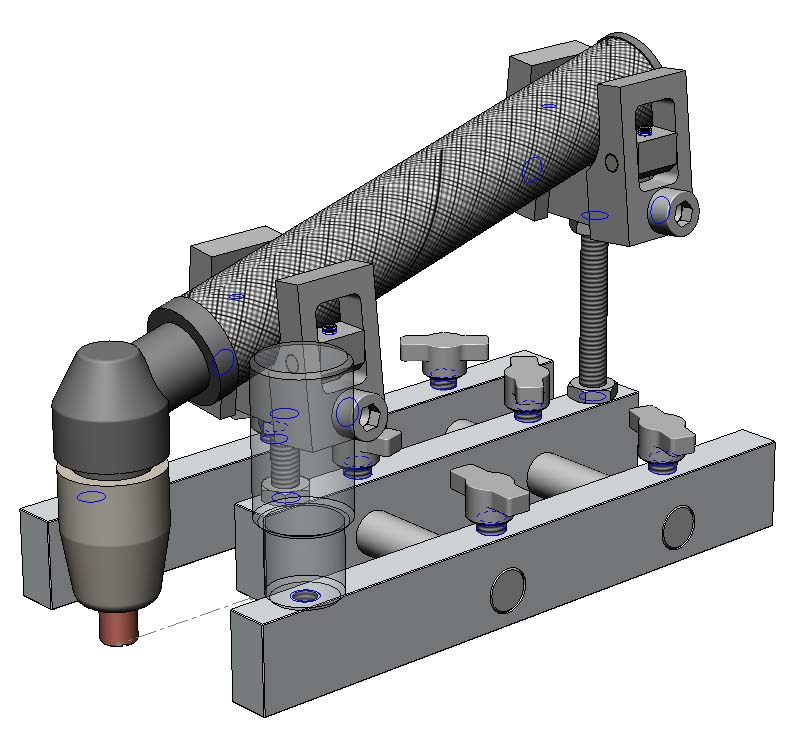
Guide de coupe plasma
Bonjour à tous, Ceux qui ont déjà essayé un découpeur plasma se sont probablement rendu compte que ce n'était pas évident de couper droit. Il faut maintenir lawww.metabricoleur.com
++
David
Vue que mon router n'est pas vraiment conçu pour s'attaquer a de l'acier, y aurais t'il une direction d'avance avantageuse pour ma machine?
Comme décrit dans la petite notice de ce router, ("PEUT découper TOUT métaux NON FERREUX")
Comme je les décrit dans mes message précédant, j'ai rectifier les mâchoires de mon étau par ce qu'elle ne tenait pas suffisamment fortement la pièces.
cependant, au moment de l'usinage des mâchoires, j'ai eu l'impression que la fraise; (je me demande comment expliquer cela)....

cependant, au moment de l'usinage des mâchoires, j'ai eu l'impression que la fraise; (je me demande comment expliquer cela)....
Le bruit de la découpe variait de fréquence. J'avais l'impression que la fraise mordait trop, et voulais allez plus vite que la vitesse de déplacement de l'axe.
Salut Boris!tu ne pourras jamais obtenir une qualité équivalente à des machines beaucoup plus rigides conçues pour les matériaux durs.
J'ai vue que les mâchoires mobile possède des trous, est ce que ces trous serve a cela?
Cependant, vue la longueur total de cette étau, faut probablement fixé les mâchoires mobile a la table une fois la pièce a travailler fixé dans l'étau?
Salut David!Oui, en avalant, la fraise se comporte comme une roue de voiture, elle à tendance à vouloir faire avancer l'axe
ah! Ok! merci David, Bon a savoir! Je vais regarder sa, par ce que la maintenant, Je sait pas comment faire.En général pour un usinage demandant de gros efforts, il est préférable d'usiner en opposition (par exemple pour l'ébauche), puis de finir en avalant pour avoir un bon état de surface.
Bien j'ai tenter le coup. Je souhaitait juste que sa marche.J'avoue que je suis même surpris que tu ai réussis à usiner les mors de l'étau !
ok d'accord!les trous servent à y mettre des piges
Oui, ces officiellement plus proche de la table ce type d'étau. La mienne a pas cette inconvénient. Mais, elle a l'inconvénient que la tige fileté suit le déplacement de la mâchoire mobile. donc la longueur total de l'étau s'alonge au fur et a mesure que j'ouvre la mâchoire.pour ne pas galérer pour tourner la poignée de serrage

Alors, pour une fraise de 8mm carbure il recommande 10300 t/min. J'estime que J'ai du régler a 15 000 t/min.
, la aussi si les mors étaient vraiment traités comme il se doit, à cette vitesse, ça aurait tiré des étincelles que tu n'aurais pas manqué de voir !J'imagine que "piges" doit être l'équivalent de "goujons, tourillon, cheville" en anglais "Stud, pin, dowel" ???
Exactement. Avec une toupie manuel, c impossible d'allez dans ce sens. Quand je me suis aperçu la première fois que ses machine allais dans ce sens,
je me suis toute suite interrogé.
(même chose avec une défonceuse !)Dans ma tête je me disant, " faut que sa soit rigide en "tabarouette" pour y allez dans ce sens la!"
HRC = dureté (hardness) rockwell cone ; ça correspond à un type d'essais de dureté.
Ayoye! Merci de cette info, vraiment content d'apprendre sa, jamais que j'aurais trouver!oups.si tu a réussi à tailler dans les mors à cette vitesse sans exploser la fraise c'est qu'ils ne sont probablement pas traités très dur
. Tu peut quand même me dire ce que tu en pence. Pour le moment moi je trouve qui vont super bien.Bien, y en a eu un peu des étincelles. je croie que J'ai réduit la vitesse d'avance, vraiment pas certain de moi. je me souvient plus.ça aurait tiré des étincelles que tu n'aurais pas manqué de voir
Ta raison, je vient de revérifier, Ces pour l'aluminium ce réglage. Désolé, j'aurais du prendre en note, j'aurais eu une référence fiable.même au carbure et dans un acier ordinaire c'est déjà dans le rouge
Alors mes fraises sont d'assez bonne qualité si elle peuvent coupé de l'acier HSS?dans ton cas du HRC 55, soit de l'acier à outil par exemple. (du HSS pour être plus clair)
Bien, oui et non. J'aurais aimer en avoir une vrai, spécialement conçu pour l'usinage, mais ces assez dispendieux. Une bonne étau ces 350, 400 dollars,tu veux des étaux de fraisage ?
Je n'avais pas compris ça. Tu es sûr de cela ?Dans le cas de ta fraise, le HRC 55 ça n'indique pas la dureté de la fraise, mais la dureté maxi que tu peux usiner avec
Aurais-tu une photo de ta machine en global qui permette de se rendre compte de la conception.elle a l'inconvénient que la tige fileté suit le déplacement de la mâchoire mobile. donc la longueur total de l'étau s'alonge au fur et a mesure que j'ouvre la mâchoire.
La vie est ainsi faite, on apprend au fur et à mesure du vécu, et tu as déjà acquis pas mal d'informations.Merci pour le lien internet, y a de belle chose dans ce commerce la hein! Dommage que j'ai pas connu avant.
A titre indicatif, pour une fraise de qualité Suisse, de marque DIXI en diamètre 8 (ce que j'utilise), voici ce que donne le constructeur comme condition de coupe pour de l'acier faiblement allié : VC de 50 à 80 soit de 1989 à 3183 trs/minutes, pour une avance de 238 à 381 mm/min.Je me suis sans doute inspirer des recommandations des vitesses dans Mach3.
Alors, pour une fraise de 8mm carbure il recommande 10300 t/min. J'estime que J'ai du régler a 15 000 t/min.
Je n'avais pas compris ça. Tu es sûr de cela ?
Sur le lien indiqué pour l'achat de la fraise, c'est indiqué que c'est pour alu, cuivre, matériaux isolants, etc... J'imagine mal ces matériaux avec une dureté 55 HRC.
, ça pourrait indiquer la dureté de la fraise, mais le carbure c'est bien plus dur que HRC55, ça doit tourner autour de 70 il me semble, donc je me demande ce que c'est exactement car une dureté de HRC55 ça correspondrait plutôt à de l'acier rapide.Alors mes fraises sont d'assez bonne qualité si elle peuvent coupé de l'acier HSS?
Salut Boris! Oui aucun problème!Aurais-tu une photo de ta machine en global qui permette de se rendre compte de la conception.
Oui, Et vous y participé beaucoup! Merci infiniment a vous tous!tu as déjà acquis pas mal d'informations
Oui effectivement, chaque outil pour chaque type de travail. Ce son de très belle étau en tout cas. je garde en mémoire. Merci pour le lien,Le mien est un modèle à double mors mobiles à serrage symétrique, très pratique dans certains cas
Pour mon router faut le prendre en compte, mais tout dépend aussi de la pièce a travaillé, dans mon cas, j'ai suffisamment d'espace même avec mon étau actuel.doit rester le moins épais possible.
dh42 me la fait aussi remarquer, c mon erreur. Je croyais avoir régler pour acier, mais après re vérification, le réglage étais pour aluminium.La vitesse que tu as utilisée, elle est supérieure à ce que DIXI recommande dans les meilleures conditions pour un alliage d'aluminium (à savoir 10 300 trs/min)!!!!
Je sait que les menuisiers par chez nous utilise le nom "carbure de tungstène"carbure ou pas carbure ?
Ok! y a au moins saEn tout cas, c'est sur que c'est OK pour de l'alu, rien qu'à voir l'angle d'hélice prononcé.
Ok! bon a savoir. merci de l'info j'ignorais.nul doute que des outils carbures coupent le HSS
Hier j'ai analysé tout sa, et le fait que dh42 ma dit qu'il fixais son étau assez haute, ma fait réalisé qu'il serais possible de faire passer la poigné d'un étau par dessus le contour de la table. j'aurais qu'a percer un trou dans la protection d'acrylique pour passer la poigné et pouvoir installer a nouveau la protection.


oui, ici aussi on parle de carbure de tungstène, c'est pour ça que je trouve bizarre qu'ils parlent d'acier au tungstène, mais les traductions sont souvent à l'ouest, j'ai même vu "fraise en aluminium" au lieu de fraise pour aluminium !Je sait que les menuisiers par chez nous utilise le nom "carbure de tungstène"
Moi j'ai découvert sur une vidéo YT j'avais pas vue non plusc'est marrant, depuis des années que j'utilise Mach3, je n'avais jamais vu qu'il y avait un wizard pour le calcul des vitesses de coupe
Je dirais plus, souvent mal traduit.les traductions sont souvent à l'ouest
Oh lala! ces du lourd que ta la.ma petite famille
Tes équipé comme fraiseuse! ayoye, ces toute qu'une bête de fraiseuse! Ho que sa doit être lourd comme machine!Oh lala! ces du lourd que ta la
Ho que sa doit être lourd comme machine!
Tu la mis numérique celle sur la photo? Ces cette fraiseuse qui fonctionne sous Mach3?
 www.usinages.com
www.usinages.com
![20221024_170947[1].jpg](https://data.usinages.com/attachments/752/752555-d95b832c009e5d05bd439900c4d56eba.jpg?hash=2VuDLACeXQ)
![20221027_153806[1].jpg](https://data.usinages.com/attachments/753/753152-f37901b2c4009a8679bc6e084b63ea5d.jpg?hash=83kBssQAmo)
![20221027_153930[1].jpg](https://data.usinages.com/attachments/753/753153-a92f17624074e1af16c765e403fc6c9c.jpg?hash=qS8XYkB04a)