simplet
Compagnon
Hello,
Pour ceux qui ont suivi, j'ai plus ou moins fini de mettre au point mon imprimante Delta pour de l'impression standard (PLA, PETG, ABS, ..)
Il est venu le temps pour moi de passé à la vitesse supérieur")
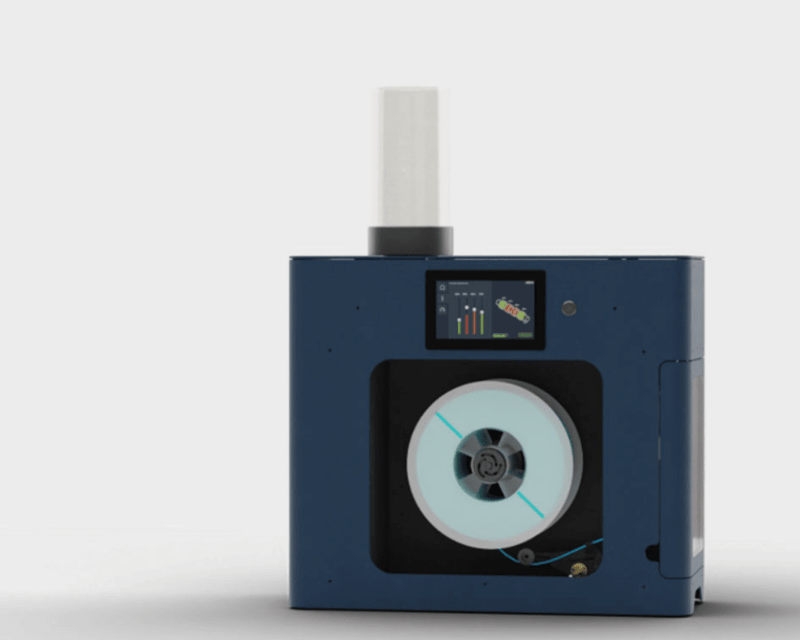
Voici la nouvelle imprimante commandé: https://qidi3d.com/products/r-qidi-...printing-super-large-print-size-360-250-320mm
Elle me sera livré courant décembre je pense.
C'est une imprimante semi pro, avec 2 extrudeurs en cabine fermé et chauffé. La buse monte a 300°, le lit chauffant 120°, la cabine 60-70 ° sauf erreur.
La surface d'impression est relativement grande 330x250x320 mm.
Mes critères de choix étais principalement: machine fermé, haute température, 2 extrudeurs (j'y revient plus tard), conception solide sur des rail et si possible pas de courroie, grande taille d'impression, auto leveling, déjà monté et avec une bonne réputation. => budget maximum 2500-3000€ livraison incluse.
Je suis donc resté sur QIDI qui propose des imprimantes assez évoluer, dans mes critères et mon budget.
Qu'est-ce que je veux réalisé ? En gros je veux etre capable de réalisé ce que les makers lambda ne peuvent pas faire et prendre un marché. Du coup j'ai besoin d'une imprimante d'assez grande dimension pour compléter ma delta Ø210mm pour réalisé des prints de grande dimension (buste, statue, pièce mécanique, etc...) Mais j'aimerai poussez le délire plus loin et imprimer du cabone (à 280 degré environ si je me souvient bien) mais aussi me lancé dans l'impression métalique. J'ai un vrai atelier à côté, je peut donc faire le post-traitement, usingage, pollissage, etc...
C'est sûr ce point que je veux rentré dans les détails, une imprimante à double extrudeur est important pour ce genre d'impression car le kilos de filament acier inox par exemple coute pas loin de 150€ et en mètre linéaire une bobine acier a beaucoup moins de tour qu'une bobine de PLA.... du coup, obliger de réussir ces impressions du premier coup, et obliger de prévoir les support dans une autre matière moins onéreuse. Le double extrudeur s'imposait donc.
Pour le filament acier, c'est ce genre la: https://www.ultrafusefff.com/product-category/metal/ultrafuse-316l/
Information technique et procédure: https://forward-am.com/material-por...brication-fff/metal-filaments/ultrafuse-316l/
Il s'imprime plus ou moins au température d'un PETG, relativement lentement, avec un buse saphir, le bed doit pouvoir chauffer a 100-110 degré.
Ce filament est composer de poudre d'acier et d'un liant. Une fois les pièce imprimer, il viens "cuit" en 2 phase, une première pour retiré le liant, une seconde pour fritter la matière. Le frittage ce fait entre 1300 et 1400 degré selon les fabricants et les types d'acier utilisé.
Je vais donc utilisé ce post pour partager mes découverte, mes essais, mais aussi prendre vos conseils et avis sur différente manière de procédé


Pour ceux qui ont suivi, j'ai plus ou moins fini de mettre au point mon imprimante Delta pour de l'impression standard (PLA, PETG, ABS, ..)
Il est venu le temps pour moi de passé à la vitesse supérieur
Voici la nouvelle imprimante commandé: https://qidi3d.com/products/r-qidi-...printing-super-large-print-size-360-250-320mm
Elle me sera livré courant décembre je pense.
C'est une imprimante semi pro, avec 2 extrudeurs en cabine fermé et chauffé. La buse monte a 300°, le lit chauffant 120°, la cabine 60-70 ° sauf erreur.
La surface d'impression est relativement grande 330x250x320 mm.
Mes critères de choix étais principalement: machine fermé, haute température, 2 extrudeurs (j'y revient plus tard), conception solide sur des rail et si possible pas de courroie, grande taille d'impression, auto leveling, déjà monté et avec une bonne réputation. => budget maximum 2500-3000€ livraison incluse.
Je suis donc resté sur QIDI qui propose des imprimantes assez évoluer, dans mes critères et mon budget.
Qu'est-ce que je veux réalisé ? En gros je veux etre capable de réalisé ce que les makers lambda ne peuvent pas faire et prendre un marché. Du coup j'ai besoin d'une imprimante d'assez grande dimension pour compléter ma delta Ø210mm pour réalisé des prints de grande dimension (buste, statue, pièce mécanique, etc...) Mais j'aimerai poussez le délire plus loin et imprimer du cabone (à 280 degré environ si je me souvient bien) mais aussi me lancé dans l'impression métalique. J'ai un vrai atelier à côté, je peut donc faire le post-traitement, usingage, pollissage, etc...
C'est sûr ce point que je veux rentré dans les détails, une imprimante à double extrudeur est important pour ce genre d'impression car le kilos de filament acier inox par exemple coute pas loin de 150€ et en mètre linéaire une bobine acier a beaucoup moins de tour qu'une bobine de PLA.... du coup, obliger de réussir ces impressions du premier coup, et obliger de prévoir les support dans une autre matière moins onéreuse. Le double extrudeur s'imposait donc.
Pour le filament acier, c'est ce genre la: https://www.ultrafusefff.com/product-category/metal/ultrafuse-316l/
Information technique et procédure: https://forward-am.com/material-por...brication-fff/metal-filaments/ultrafuse-316l/
Il s'imprime plus ou moins au température d'un PETG, relativement lentement, avec un buse saphir, le bed doit pouvoir chauffer a 100-110 degré.
Ce filament est composer de poudre d'acier et d'un liant. Une fois les pièce imprimer, il viens "cuit" en 2 phase, une première pour retiré le liant, une seconde pour fritter la matière. Le frittage ce fait entre 1300 et 1400 degré selon les fabricants et les types d'acier utilisé.
Je vais donc utilisé ce post pour partager mes découverte, mes essais, mais aussi prendre vos conseils et avis sur différente manière de procédé