J'ai fait mes limites en partant de la position des fins de course, pas de la position G28.
Le G28 n'a rien à voir avec les limites logicielles ou les fins de courses.
G28 c'est le retour aux origines machines, donc en repère G53.
Ce même G28 est paramétrables si par exemple en fin de programme tu souhaite que ta table ne retourne pas en G53, X0, Y0, Z0, cela te permet par exemple de "ramener" la table vers toi afin de changer de pièce plus facilement.
Effectivement, vu comme ça, mes axes sont à l'envers. J'avais pris par rapport au déplacement de la table.
L'orientation des axes est simple avec la règle des 3 doigts de la main droite : pouce, index, majeur :
Quand tu es face à ta machine, ils pointent chacun dans les directions suivantes.
Personnellement je préfère utiliser la main gauche avec la correspondance doigts/axes suivante (ça évite de se tordre le poignet)
Pouce : Z+
Index : Y+
Majeur : X+
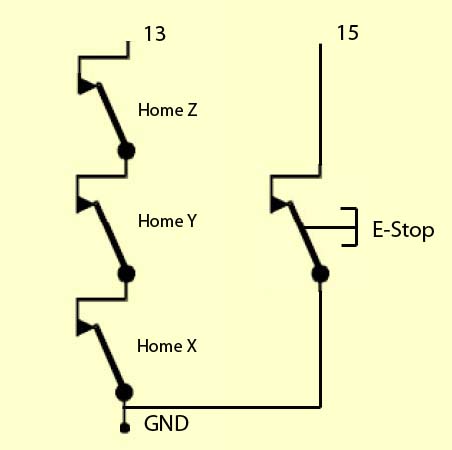
Mes homing sont en fin de course, donc j'ai
X 0 à 450
Y 0 à 170
Selon si ou tu as positionné tes capteurs de homing par rapport aux fins de courses (en X- ou en X+, idem pour Y)
Il te faudra inverser les valeurs limites, par exemple :
X Soft Max : 0 -- Soft Min : -450
Y Soft Max : 0 -- Soft Min : -170
D'ailleurs ça fonctionne quand je déplace au joystick, ça vient s'arrêter.
J'ai bien trouvé comment enregistrer une position G54, mais impossible d'y envoyer la machine.
La machine ne se déplace qu'en G53, le G54 et les autres repères ne sont que des décalages par rapport aux coordonnées G53.
Ton G54 ou tout autre décalage (G55, G56, G57, etc...) peut très bien être placé au même endroit que le G53 machine.
Et quand je charge mon programme, il me le situe hors table.
Oui c'est que tu as placé ton décalage G54 en dehors des limites machines ou que ton programme d'usinage demande à la machine d'aller au delà des limites logicielles (soft lilmits)