Bonour Bbr et DA l'Auvergnat,
Afin d'être sûr que ta boite est identique commence par vérifier les références des roulements (c'est rapide à faire).
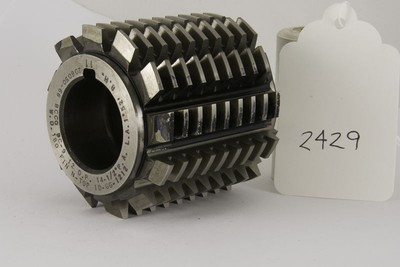
D'autre part, effectivement ton 22 dents "a pris cher"... Mais si j'ai bien vu sur le plan tu as un autre couple avec un 22 dents, tu peux donc relever les cotes de ce pignon afin de vérifier les mesures de ton pignon martyrisé. En allant plus loin, tu peux aussi mesurer l'ensemble de tes pignons, ça te permettras de te faire une idée sur les déports qu'a utilisé Ramo dans cette boite relativement simple (il n'y a que 2 entraxes pour l'ensemble des engrenages).
c'est déjà fait, en fait tout est parfaitement identique entre la boite T37 et T45 (roulements, rapoorts, joints...) à l'exception que les boite des T45 ont les paliers des poulies renforcé...
effectivement il y a un autre couple 22 43, mais si ce 22 à moins morflé que l'autre, ils est tout de meme très usé, et j'ai toujours fait mes mesures sur les deux pour être sûr.
j'ai passé pas mal de temps hier à tout mesurer, et je tombe toujours sur les mêmes résultats, c'est presque du m2 mais très déporté ou du m2.117.
Pour le choix de la matière, en faisant abstraction des traitements thermiques, je choisirais un 35NCD16 (ton pignon est fortement sollicité et en plus il est utilisé à 70 ou 80% du temps avec une vitesse de rotation qui doit être d'environ 2000 rpm dans certain cas...)
Pas 2000rpm, mais il tourne vite environ 1500rpm...
OK pour le 35ncd16 je suis allé voir donc c'est un acier auto trempant, recommandé pour les pièce d'usure et subissant des chocs. il est vendu à l’état recuit.
et du coup il faudrait tenter les TT moi même?
Si je ne me trompe pas,tu as un étau limeur, en bricolant un peu il est peut être possible de faire du taillage par génération avec un outil simple à une seule dent en s'inspirant du taillage Maag (outil crémaillère)...
Concernant l’étau limeur je vous arrête tout de suite, c'est un petit el205 je n'aurai pas la place d'y mettre tout ça!
Par contre ce qui est super c'est que j'ai appris enormément de choses sur les engrenages et la taille avec ce sujet! Il est vraiment génial ce forum!