
Dxmax
Compagnon
- Introduction:
Au départ, j'ai créé ce sujet pour vous présenter mon tour acquis récemment (fin 2015) mais aussi plus généralement la machine en elle même. Il s'agit (vous l'avez deviné) d'un Cazeneuve 360HBX type BC.
Par la suite, si certains possesseurs d'HBX veulent se joindre à ce sujet ou souhaitent rattacher leurs sujets pour centraliser les infos, ce sera bien sur avec grand plaisir.
Par la suite, si certains possesseurs d'HBX veulent se joindre à ce sujet ou souhaitent rattacher leurs sujets pour centraliser les infos, ce sera bien sur avec grand plaisir.
- Sommaire du Sujet:
Présentation générale de la machine -------------------------------------------- Page 1
Liens vers la documentation du forum ------------------------------------------ Page 1
Présentation de ma machine ----------------------------------------------------- Page 1
Adresse et contact sté Cazeneuve ----------------------------------------------- Page 1
Listing des références de couleurs et nuanciers RAL indicatifs --------------- Page 1
Réception de ma lunette fixe
Liens vers la documentation du forum ------------------------------------------ Page 1
Présentation de ma machine ----------------------------------------------------- Page 1
Adresse et contact sté Cazeneuve ----------------------------------------------- Page 1
Listing des références de couleurs et nuanciers RAL indicatifs --------------- Page 1
Réception de ma lunette fixe
(je créerai des liens directs prochainement).
- Présentation générale de la machine:
- Visuel général de la machine (Source: documentation commerciale HBX 360):

- Historique (Source: le post sur les Japan Cazeneuve) je me suis permis de sélectionner et de rapatrier certaines interventions de M. Maurel :
Brêve histoire de Cazeneuve:
CAZENEUVE a été créé en 1905, pour quelle fabrication ???
A cette époque M. André CAZENEUVE fabriquait de la paille de fer pour poncer les parquets !! . Il avait donc conçu une machine proche du tour vertical pour faire ces précieux et longs copeaux.
En 1920, avec la crise M. CAZENEUVE échange sa société contre les salaires impayés de son directeur un certain M. BRUET (père de Henri), qui s'est alors lancé dans la fabrication des tours série LO (avec courroies au plafond).
Ils seront compléter en 1936 par le G 36 premier tour mondiale à incorporer un moteur indépendant.
Le fils HENRI fera lui les Arts et Métiers (comme moi plus tard) et avec son diplôme d'ingénieur tout neuf concevra le tour HB (commencé pendant ses études), révolutionnaire à l'époque sur beaucoup de points dont les premiers exemplaires sortiront fin 1949.
Cette machine a été fabriqué à plus de 40 000 exemplaires pendant 50 ans avec uniquement des modifications mineures. Un record de longévité.
Le HBX (X pour expérimental) verra le jour en 1965.
M. Henri BRUET, atteint d'une maladie de Parkinson très handicapante, me laissera la direction technique en 1972.
Il a gardé son génie inventif jusqu'à sa disparition (1992) en échafaudant des concepts de machine en avance sur son temps et aujourd'hui devenus réalité, mais chez les asiatiques !
Il faut aussi rendre hommage à toute l'équipe qui a travaillé avec lui, des ingénieurs aux prototypistes, qu'il a toujours considéré comme sa famille. Tous ont gardé pour lui la plus grande estime.
Il était d'un caractère très difficile et, même ses enfants avec qui je suis resté en étroite relation, me disent que je suis la seule personne qu'ils connaissent qu'il n'ait jamais "engueulé".
Vous verrez probablement maintenant votre tour différemment avec un peu d'histoire humaine.
Un salut cordial à vous tous amateurs de (belle) mécanique.
Un couplet plus spécifique sur le HBX:
[...]Le HBX 360 n’était pas destiné à être commercialisé ! Cette petite machine était en fait un banc d’essai expérimental (d’ou le X du nom). Vouée à être unique pour tester différentes idées (variateur, tablier automatique, contre-pointe excentrée, profil de banc, etc..) qui auraient du trouver des applications sur d’autres nouvelles machines. Devant l’enthousiasme des essayeurs, elle est vite venue s’ajouter à la gamme CAZENEUVE.[...]
Le HBX a été commercialisé en 1965 par CAZENEUVE et produit dans un premier temps à La plaine St Denis ( pré-série de 50 exemplaires en 1965), puis à Vienne (38) d’abord aux Etablissements RUCHON (1966), puis dans la nouvelle usine construite à Pont Evêque (3) en 1968.
En parallèle dès 1967, l’usine japonaise de CAZENEUVE (OSAKA KOSAKUCHO) entamait la construction du HBX 360 pour répondre à la demande locale (50 exemplaires par mois). Cette production durera jusqu’en 1976 elle sera rejointe en 1970 par le HBY 590.
Pour pallier à la forte demande du marché français après 1968, environ 200 machines HBX 360 ont été importés entre 1968 et 1969. Répondant aux mêmes critères de fabrication que les machines françaises, elles différent cependant par quelques détails, notamment au niveau de l’équipement électriques (appareillage et moteur).
Pour la petite histoire (et aussi la Grande, à une époque ou la Machine-Outil française était une référence mondiale au même titre que l’Allemagne):
CAZENEUVE a fabriqué au JAPON dans son usine du Nord de TOKYO (SHOUN à OFUNA)°la série des tours HB de 1959 à 1973, soit environ 6 000 machines vendues dans le Sud-Est asiatique et la cote Ouest des Etats-Unis.
On dénombre encore deux autres productions étrangères : le HBX 360 au Brésil – uniquement pour le marché local – et les tours HB en Espagne (AMUTIO) dont quelques rares exemplaires ont été distribués en France.
Cet historique est l’occasion de rendre hommage à Henri Bruet (les lettres HB) concepteur du HB et aussi génie de la mécanique.
Une explication au sujet du nez de broche spécifique:
Le nez CAZENEUVE
Le nez de broche dit "Cazeneuve" est apparu dès 1949. sa conception est basée sur un principe simple qui assure sa grande précision, au détriment de quelques difficultés d'usinage.
La face avant de la broche est plane et rectifiée.
Le cône extérieur (environ 7° de mémoire, mais à vérifier) est de grand diamètre.
Il faut un faux plateau pour adapter les mandrins en utilisant le centrage normalisé prévu sur ceux ci.
Comment il fonctionne :
Le centrage est assuré par le cône extérieur.
Les trois vis pointeaux servent à assurer la mise en place du plateau. comme il s'agit de cône il y a une légère déformation du métal et un pincement, qui va assurer l'entrainement et la transmission de la puissance, sans aucun effort sur les vis.
Pour éviter un mauvais centrage il est utile que les surfaces planes viennent juste au contact.
En une seule opération nous assurons l'entrainement et le centrage par le cône, le cone étant extérieur et de grand diamètre, il ermet d'assurer des passages de broche important, contrairement au nez iso - camlock -classique (cône de petit diamètre - moins précis et effort d'entrainement assuré par les vis de fixation, d'où contraintes sur la broche.
J'ai vu des mandrins fonctionner sur des machines sans les vis pointeaux FORTEMENT DECONSEILLE et faire des usinages importants, pour vous dire que ce type d'entrainement est efficace.
[div=none][div=none]
 [/div][/div]
[/div][/div]
Détail du montage du faux plateau sur le nez de broche Cazeneuve (source manuel de conduite du HBX-I)
CAZENEUVE a été créé en 1905, pour quelle fabrication ???
A cette époque M. André CAZENEUVE fabriquait de la paille de fer pour poncer les parquets !! . Il avait donc conçu une machine proche du tour vertical pour faire ces précieux et longs copeaux.
En 1920, avec la crise M. CAZENEUVE échange sa société contre les salaires impayés de son directeur un certain M. BRUET (père de Henri), qui s'est alors lancé dans la fabrication des tours série LO (avec courroies au plafond).
Ils seront compléter en 1936 par le G 36 premier tour mondiale à incorporer un moteur indépendant.
Le fils HENRI fera lui les Arts et Métiers (comme moi plus tard) et avec son diplôme d'ingénieur tout neuf concevra le tour HB (commencé pendant ses études), révolutionnaire à l'époque sur beaucoup de points dont les premiers exemplaires sortiront fin 1949.
Cette machine a été fabriqué à plus de 40 000 exemplaires pendant 50 ans avec uniquement des modifications mineures. Un record de longévité.
Le HBX (X pour expérimental) verra le jour en 1965.
M. Henri BRUET, atteint d'une maladie de Parkinson très handicapante, me laissera la direction technique en 1972.
Il a gardé son génie inventif jusqu'à sa disparition (1992) en échafaudant des concepts de machine en avance sur son temps et aujourd'hui devenus réalité, mais chez les asiatiques !
Il faut aussi rendre hommage à toute l'équipe qui a travaillé avec lui, des ingénieurs aux prototypistes, qu'il a toujours considéré comme sa famille. Tous ont gardé pour lui la plus grande estime.
Il était d'un caractère très difficile et, même ses enfants avec qui je suis resté en étroite relation, me disent que je suis la seule personne qu'ils connaissent qu'il n'ait jamais "engueulé".
Vous verrez probablement maintenant votre tour différemment avec un peu d'histoire humaine.
Un salut cordial à vous tous amateurs de (belle) mécanique.
Un couplet plus spécifique sur le HBX:
[...]Le HBX 360 n’était pas destiné à être commercialisé ! Cette petite machine était en fait un banc d’essai expérimental (d’ou le X du nom). Vouée à être unique pour tester différentes idées (variateur, tablier automatique, contre-pointe excentrée, profil de banc, etc..) qui auraient du trouver des applications sur d’autres nouvelles machines. Devant l’enthousiasme des essayeurs, elle est vite venue s’ajouter à la gamme CAZENEUVE.[...]
Le HBX a été commercialisé en 1965 par CAZENEUVE et produit dans un premier temps à La plaine St Denis ( pré-série de 50 exemplaires en 1965), puis à Vienne (38) d’abord aux Etablissements RUCHON (1966), puis dans la nouvelle usine construite à Pont Evêque (3) en 1968.
En parallèle dès 1967, l’usine japonaise de CAZENEUVE (OSAKA KOSAKUCHO) entamait la construction du HBX 360 pour répondre à la demande locale (50 exemplaires par mois). Cette production durera jusqu’en 1976 elle sera rejointe en 1970 par le HBY 590.
Pour pallier à la forte demande du marché français après 1968, environ 200 machines HBX 360 ont été importés entre 1968 et 1969. Répondant aux mêmes critères de fabrication que les machines françaises, elles différent cependant par quelques détails, notamment au niveau de l’équipement électriques (appareillage et moteur).
Pour la petite histoire (et aussi la Grande, à une époque ou la Machine-Outil française était une référence mondiale au même titre que l’Allemagne):
CAZENEUVE a fabriqué au JAPON dans son usine du Nord de TOKYO (SHOUN à OFUNA)°la série des tours HB de 1959 à 1973, soit environ 6 000 machines vendues dans le Sud-Est asiatique et la cote Ouest des Etats-Unis.
On dénombre encore deux autres productions étrangères : le HBX 360 au Brésil – uniquement pour le marché local – et les tours HB en Espagne (AMUTIO) dont quelques rares exemplaires ont été distribués en France.
Cet historique est l’occasion de rendre hommage à Henri Bruet (les lettres HB) concepteur du HB et aussi génie de la mécanique.
Une explication au sujet du nez de broche spécifique:
Le nez CAZENEUVE
Le nez de broche dit "Cazeneuve" est apparu dès 1949. sa conception est basée sur un principe simple qui assure sa grande précision, au détriment de quelques difficultés d'usinage.
La face avant de la broche est plane et rectifiée.
Le cône extérieur (environ 7° de mémoire, mais à vérifier) est de grand diamètre.
Il faut un faux plateau pour adapter les mandrins en utilisant le centrage normalisé prévu sur ceux ci.
Comment il fonctionne :
Le centrage est assuré par le cône extérieur.
Les trois vis pointeaux servent à assurer la mise en place du plateau. comme il s'agit de cône il y a une légère déformation du métal et un pincement, qui va assurer l'entrainement et la transmission de la puissance, sans aucun effort sur les vis.
Pour éviter un mauvais centrage il est utile que les surfaces planes viennent juste au contact.
En une seule opération nous assurons l'entrainement et le centrage par le cône, le cone étant extérieur et de grand diamètre, il ermet d'assurer des passages de broche important, contrairement au nez iso - camlock -classique (cône de petit diamètre - moins précis et effort d'entrainement assuré par les vis de fixation, d'où contraintes sur la broche.
J'ai vu des mandrins fonctionner sur des machines sans les vis pointeaux FORTEMENT DECONSEILLE et faire des usinages importants, pour vous dire que ce type d'entrainement est efficace.
[div=none][div=none]
Détail du montage du faux plateau sur le nez de broche Cazeneuve (source manuel de conduite du HBX-I)

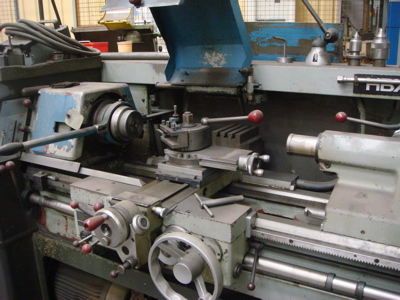
Photo sur laquelle le nez de broche (source documentation commerciale HBX 360):
Noter un des emplacements des 3 vis sans tête d'immobilisation des faux plateaux ainsi que les 4 taraudages frontaux.
Noter un des emplacements des 3 vis sans tête d'immobilisation des faux plateaux ainsi que les 4 taraudages frontaux.

A noter qu'il a aussi existé des HBX360 avec nez de broche au format Camlock D5 (source Practicalmachinist)à priori destinés à l'export vers l'Amérique du nord(à confirmer).
Quand et pour quelles raisons sont apparus sur l’HBX les batis mécanosoudés ?
Pour une raison très simple, il était devenu impossible de trouver un fondeur pour réaliser ces bâtis en série (très complexes) à un prix raisonnable, suite à la disparition (décès) de notre fournisseur traditionnelle. Ce chgt n’a pas été fait avec plaisir, bien au contraire
[...]Y as t’il eu une demande pour un HBX plus petit, d’outilleur, pour concurrencer la gamme schaublin par exemple ?
Oui, il y a mm eu un ballon d’essai sur la base des tours HAULIN. Mais à chacun son métier, ceci imposait de passer à court terme vers le décolletage.
Pourquoi avoir truffé l’HBX de vis TC dia 5 au pas SI de 0.9 alors que depuis 1959, la norme était L’ISO M5 au pas de 0.8 :
Très bonne question, merci de me l’avoir posé !!! Dans un esprit de standardisation beaucoup d’élément sont communs aux HB, mm si ca ne se voit pas toujours, donc par mesure d’économie (outillages) et de simplification des pièces de rechange, nous avons gardé l’ancienne norme. A partir de 1980 une campagne a été lancée pour revenir vers des vis normalisées.[...]
Quand et pour quelles raisons sont apparus sur l’HBX les batis mécanosoudés ?
Pour une raison très simple, il était devenu impossible de trouver un fondeur pour réaliser ces bâtis en série (très complexes) à un prix raisonnable, suite à la disparition (décès) de notre fournisseur traditionnelle. Ce chgt n’a pas été fait avec plaisir, bien au contraire
[...]Y as t’il eu une demande pour un HBX plus petit, d’outilleur, pour concurrencer la gamme schaublin par exemple ?
Oui, il y a mm eu un ballon d’essai sur la base des tours HAULIN. Mais à chacun son métier, ceci imposait de passer à court terme vers le décolletage.
Pourquoi avoir truffé l’HBX de vis TC dia 5 au pas SI de 0.9 alors que depuis 1959, la norme était L’ISO M5 au pas de 0.8 :
Très bonne question, merci de me l’avoir posé !!! Dans un esprit de standardisation beaucoup d’élément sont communs aux HB, mm si ca ne se voit pas toujours, donc par mesure d’économie (outillages) et de simplification des pièces de rechange, nous avons gardé l’ancienne norme. A partir de 1980 une campagne a été lancée pour revenir vers des vis normalisées.[...]
- Capacités et versions (en fonctions des années de production):
- Versions A, B, C et BC (de 19xx à 19xx):

Photo du variateur de vitesse des HBX A, B, C et BC (source: documentation commerciale HBX360):

à la fin de la production du HBX360, il ne subsistait que deux version: A et BC.
Il a également existé une version spéciale réservée à l'enseignement: Le type I. Celui-ci s'est vu amputé de la commande hydraulique du variateur qui était pour le coup piloté par un moto-réducteur électrique:

- Répertoire des numéros de machines connues, versions et années de fabrication (n'hésitez pas à compléter) :
- Options disponibles à la commande (d'une machine neuve bien sur):
- Tablier type B (retombée automatique dans presque tous les pas de filetage),
- Contre poupée type C (Contre poupée à cabestan et avance automatique).
- Semelle Support arrière,
- Porte outil arrière
- ...
- Accessoires ou équipements fournis de série par Cazeneuve (détails et photos à venir) :
- 1 Tourelle carré porte outil de haute précision (pour 4 outils, source RDMO),
- 1 Lunette Fixe,
- 4 butées longitudinales (1 sur le banc et 3 éclipsables sur le tablier à réglage rapide),
- 2 butée transversales micrométriques et éclipsables,
- 2 pointes fixes,
- 1 dispositif d'arrosage,
- 1 carter de protection du mandrin,
- 1 protecteur arrière sur socle,
- 1 protège copeaux,
- 1 jeu de 6 clés,
- 1 pompe lub (lubrification centralisée).
- 1 Tourelle carré porte outil de haute précision (pour 4 outils, source RDMO),
- Accessoires ou équipements proposés en option par Cazeneuve ou adaptés à la machine (Source: documentation commerciale HBX360, détails et photos à venir) :
- Tourelle type "Multifix" taille "B",
- Mandrin 3 mors Ø200mm (corps acier),
- Mandrin 4 mors Ø250mm (corps fonte),
- Mandrin 4 mors Ø350mm (corps fonte),
- Mandrin pneumatique,
- Mandrin hydraulique,
- Mandrin à pinces 5C (source RDMO),
- Dispositif pour pinces 5C à serrage rapide (source: machines-service.fr),
- [div=none][/div]

- [div=none]
- Faux plateau,
- Adaptateur de mandrin pour nez de broche Cazeneuve HBX,
- Entraineur,
- Lunette à suivre,
- Appareil à tourner les cônes,
- Copieur Hydraulique,
- Pointes tournantes,
- Semelle support arrière,
- Porte outil arrière,
- Eclairage individuel 24V
- ...
- Liens vers la documentation de ce tour hébergée sur usinages:


Documentation commerciale (HBX Génération 2: gris et bleu),
Guide de conduite du tour
Dossier technique (plans d'ensembles, schémas elec et hydrau, pour HBX360 génération 2)
Guide de conduite du tour
Dossier technique (plans d'ensembles, schémas elec et hydrau, pour HBX360 génération 2)
Dernière édition:









