M4vrick
Compagnon
Bonjour à tous 
Je rencontre un petit soucis sur ma fraiseuse.
Le contexte est le suivant:
Chassis de fraiseuse à portique chinoise classique
Motion controleur AXBB-E
FAO sous Fusion360
Pilotage avec Mach3
Je suis en train de découvrir la machine et je me trouve confronté à un comportement que je ne m'explique pas, mais probablement par méconnaissance de certaines choses.
J'ai déjà lancé des usinages de tests en utilisant toute la chaine logicielle et ca a plutot bien fonctionné jusque la.
L'origine de mon projet se trouve sur le dessus du brut, dans un coin.
Je dois usiner des gorges, j'ai utilisé la fonction 2D Pocket sous Fusion360. La simulation ne pose pas de soucis, j'ai un comportement tout à fait normal.
Mais lorsque j'execute le code la broche descend tout droit dans la pièce avant même d'amorcer la rotation et pas du tout à l'endroit où elle est sensé commencer le parcours. Heureusement je vais mes essais "en l'air" (le 0 du Z est fait un bon centimètre au dessus de la pièce).
Je l'ai déjà stoppé à Z-15 alors que la profondeur maximale à usiner c'est Z-5 (on le voit dans la description en entête du gcode), bref y'a un soucis !
Voici le début du gcode
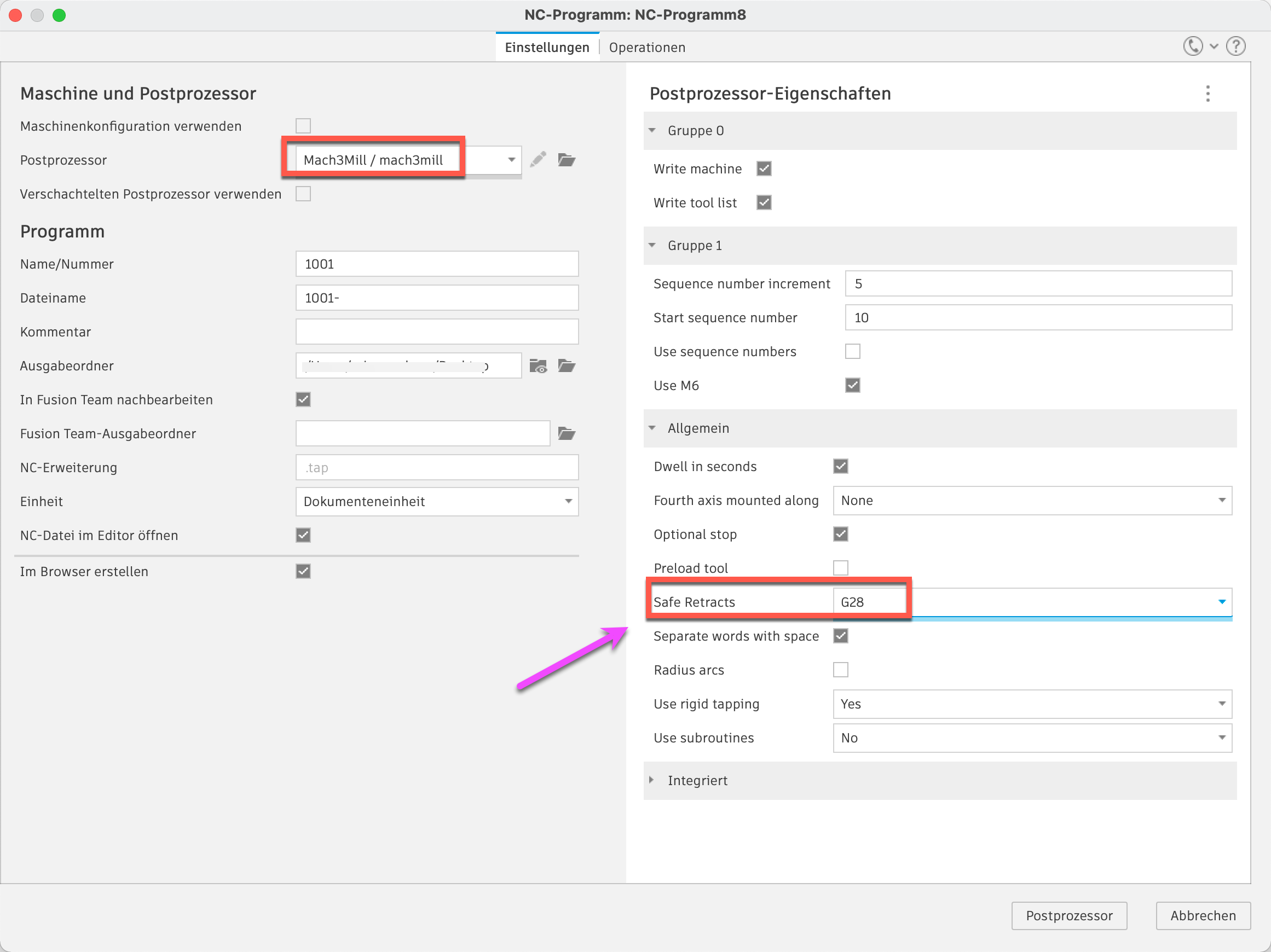
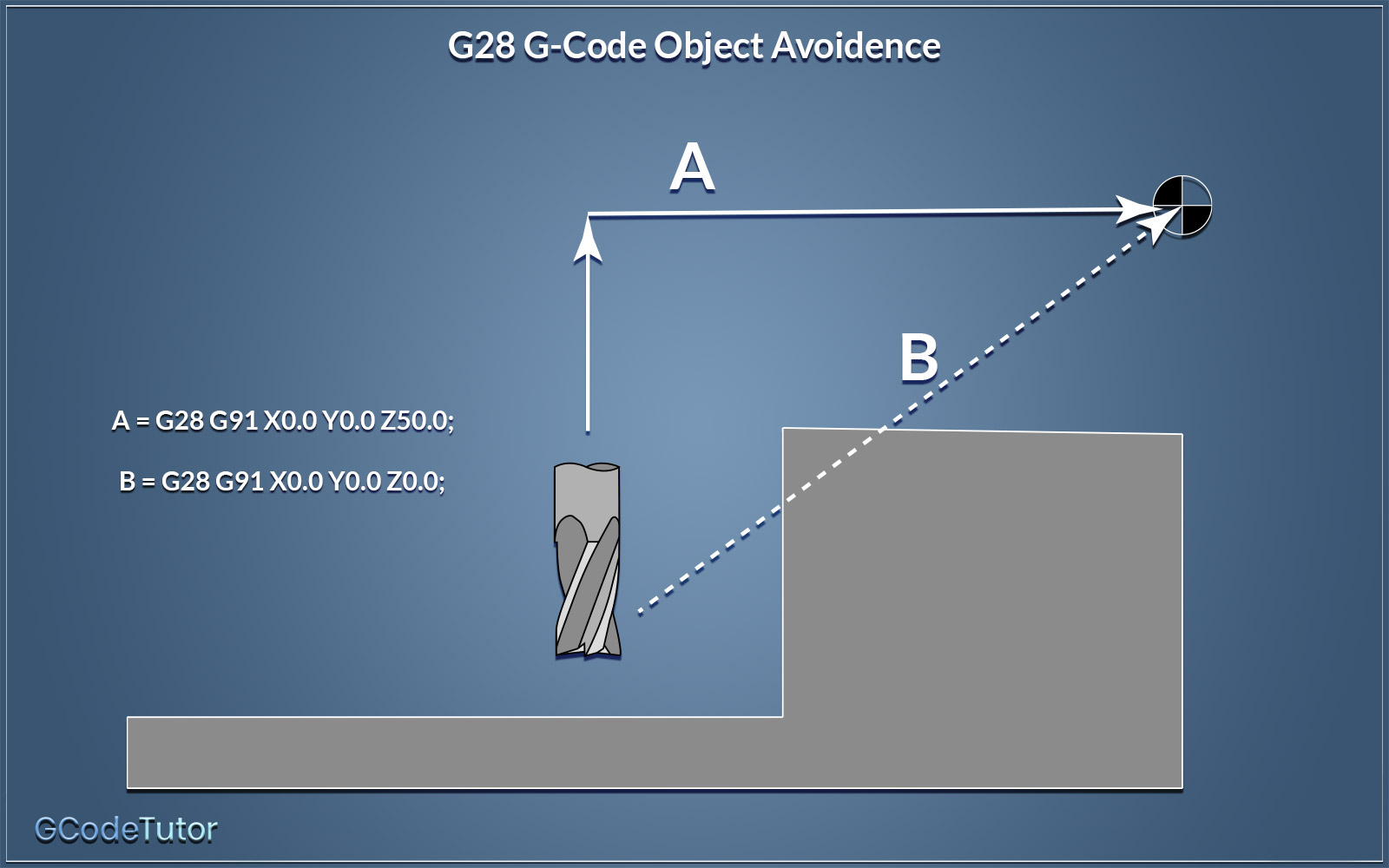
Le problème se produit quand il exécute
G28 G91 Z0.
Quelqu'un peut m'expliquer en quoi cette ligne peut envoyer la broche tout en bas ?
Je rencontre un petit soucis sur ma fraiseuse.
Le contexte est le suivant:
Chassis de fraiseuse à portique chinoise classique
Motion controleur AXBB-E
FAO sous Fusion360
Pilotage avec Mach3
Je suis en train de découvrir la machine et je me trouve confronté à un comportement que je ne m'explique pas, mais probablement par méconnaissance de certaines choses.
J'ai déjà lancé des usinages de tests en utilisant toute la chaine logicielle et ca a plutot bien fonctionné jusque la.
L'origine de mon projet se trouve sur le dessus du brut, dans un coin.
Je dois usiner des gorges, j'ai utilisé la fonction 2D Pocket sous Fusion360. La simulation ne pose pas de soucis, j'ai un comportement tout à fait normal.
Mais lorsque j'execute le code la broche descend tout droit dans la pièce avant même d'amorcer la rotation et pas du tout à l'endroit où elle est sensé commencer le parcours. Heureusement je vais mes essais "en l'air" (le 0 du Z est fait un bon centimètre au dessus de la pièce).
Je l'ai déjà stoppé à Z-15 alors que la profondeur maximale à usiner c'est Z-5 (on le voit dans la description en entête du gcode), bref y'a un soucis !
Voici le début du gcode
(SANTA2022_POCKET)
(T1 D=3. CR=0. - ZMIN=-5. - FLAT END MILL)
G90 G94 G91.1 G40 G49 G17
G21
(WHEN USING FUSION 360 FOR PERSONAL USE, THE FEEDRATE OF)
(RAPID MOVES IS REDUCED TO MATCH THE FEEDRATE OF CUTTING)
(MOVES, WHICH CAN INCREASE MACHINING TIME. UNRESTRICTED RAPID)
(MOVES ARE AVAILABLE WITH A FUSION 360 SUBSCRIPTION.)
G28 G91 Z0.
G90
(2D POCKET1)
M5
T1 M6
S12000 M3
G54
G0 X100.988 Y146.237
G43 Z15. H1
G1 Z5. F500.
Z2.8 F100.
X101.002 Y146.22 Z2.688
X101.042 Y146.173 Z2.592
X101.105 Y146.105 Z2.526
X101.188 Y146.028 Z2.5
G3 X103.037 Y148.197 Z2.344 I0.925 J1.084
X101.188 Y146.028 Z2.187 I-0.925 J-1.084
Le problème se produit quand il exécute
G28 G91 Z0.
Quelqu'un peut m'expliquer en quoi cette ligne peut envoyer la broche tout en bas ?



.png")