Sambricole
Nouveau
Bonjour tout le monde,
Je suis Sam, je bricole depuis qlqs années sur des machines laser/impression 3D et CNC depuis peu.
Je viens d'acheter d'occasion une CNC 3040 avec une broche de 1.5 Kw. ( j'avais une 3018 jusqu'à maintenant, ça change la vie)

J'ai récemment ajouter un palpeur et des fins de courses
J'ai réglé mes moteurs XYet Z avec ces paramètres sous MACH3 ( Je suis satisfait du résultat, mais je ne suis pas certain que les réglages soient correctes)

Il y a 4° axe, de type K01-65
Il n'y a aucune indications sur le moteur; il mesure 57 x 57 mm ( Peut être NEma23??)
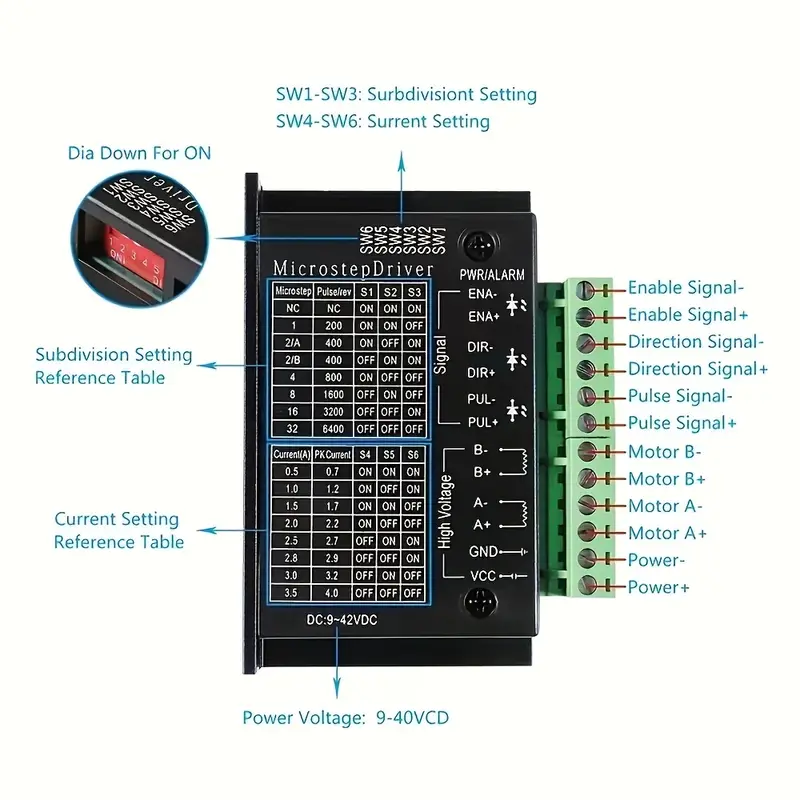
Dans le boitier déporté il y a 4 TB6600 , et le switch qui correspond au ce moteur et réglé comme ceci :
Apparemment la borne 2 est sur ON
L'électronique n'étant pas ma tasse de thé, est ce que quelqu'un à déjà paramétré ce genre de moteur pour une CNC3040 SVP?
Comment puis je connaître le nbre de pas par tours pour ce moteur et les autres paramètres qui servent à déterminer le nbre de pas /mm
pour régler dans Mach3.
Merci pour vos retours.
Sam
Je suis Sam, je bricole depuis qlqs années sur des machines laser/impression 3D et CNC depuis peu.
Je viens d'acheter d'occasion une CNC 3040 avec une broche de 1.5 Kw. ( j'avais une 3018 jusqu'à maintenant, ça change la vie)
J'ai récemment ajouter un palpeur et des fins de courses
J'ai réglé mes moteurs XYet Z avec ces paramètres sous MACH3 ( Je suis satisfait du résultat, mais je ne suis pas certain que les réglages soient correctes)
Il y a 4° axe, de type K01-65
Il n'y a aucune indications sur le moteur; il mesure 57 x 57 mm ( Peut être NEma23??)
Dans le boitier déporté il y a 4 TB6600 , et le switch qui correspond au ce moteur et réglé comme ceci :
Apparemment la borne 2 est sur ON
L'électronique n'étant pas ma tasse de thé, est ce que quelqu'un à déjà paramétré ce genre de moteur pour une CNC3040 SVP?
Comment puis je connaître le nbre de pas par tours pour ce moteur et les autres paramètres qui servent à déterminer le nbre de pas /mm
pour régler dans Mach3.
Merci pour vos retours.
Sam