
serrepattes
Compagnon
Bonjour,
J'avais ouvert un topic concernant le matériel utile pour numériser ma SX3 ==> https://www.usinages.com/threads/numerisation-fraiseuse-sx3.147641/
Aujourd'hui Rien n'est encore en place, si ce n'est les vis à billes.
Il y a déjà quelque temps J'ai acheté un kit https://www.ebay.fr/itm/393515655902 (moteurs nema, cartes de commande DM542T carte contrôleur), dans le but de faire fonctionner cet ensemble sous linuxcnc.
Ce programme ne peu fonctionner qu'avec un port parallèle.
N'ayant plus de pc, véloce, muni d'un port parallèle, j'avais dans un premier temps acheté une carte PCI (sunix) port parallèle, mais il semble illusoire de penser qu'elle soit prise en compte par linuxcnc.
J'ai donc acheté une carte Mesa 6i25 et une carte 7i25 en pensant protéger le pc en cas de court circuit ou autre.
Donc je me retrouve avec dans le pc la carte mesa 6i25 (j'y ai implanter le firmware fourni par mesa 5i25_g540x2.bit), son câble port parallèle la 7i25 de protection, la carte "contrôleur" fournie dans le kit, 4 cartes DM542T (3 me seront utiles dans un premier temps, et 4 moteur nema 23 "double arbres"
J'ai parcouru de nombreux post sur le site de linuxcnc.org, j'ai même ouvert la même discussion en français, mais pas de réponse.
Je ne parviens pas à être sûr de ce que devait être l'association de l'ensemble, de comment paramétrer pnpconfig de linuxcnc.
Je souhaiterais donc une aide pour le béotien que je suis.
L’architecture de "cablage" de l'assemblage de toutes ces différentes cartes.
- Quel firmware implanter dans ma carte 5i25(l'autre est passive).
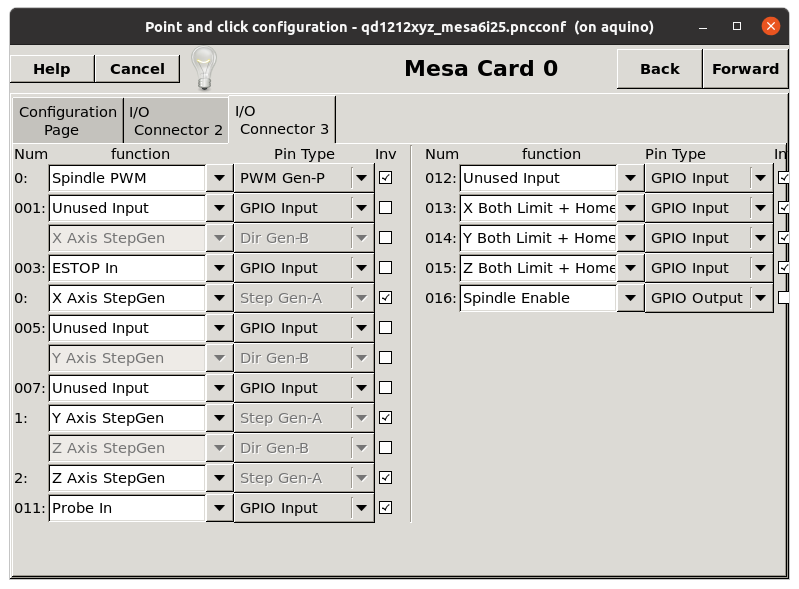
- Quel paramétrage effectuer dans PNPconf.
- Identifier les pins sur la carte 7i25 lorsqu'elle est connectée à la carte 5i25 pour pouvoir raccorder les entrées/sorties sur la carte qui contrôlera les 3 cartes DM542T.
Merci d’avance, pour toute l’aide qui me sera apportée,
Il y a sûrement des choses que je n’ai su ou pu expliciter, je peaufinerai les détails à la demande,
Cordialement

J'avais ouvert un topic concernant le matériel utile pour numériser ma SX3 ==> https://www.usinages.com/threads/numerisation-fraiseuse-sx3.147641/
Aujourd'hui Rien n'est encore en place, si ce n'est les vis à billes.
Il y a déjà quelque temps J'ai acheté un kit https://www.ebay.fr/itm/393515655902 (moteurs nema, cartes de commande DM542T carte contrôleur), dans le but de faire fonctionner cet ensemble sous linuxcnc.
Ce programme ne peu fonctionner qu'avec un port parallèle.
N'ayant plus de pc, véloce, muni d'un port parallèle, j'avais dans un premier temps acheté une carte PCI (sunix) port parallèle, mais il semble illusoire de penser qu'elle soit prise en compte par linuxcnc.
J'ai donc acheté une carte Mesa 6i25 et une carte 7i25 en pensant protéger le pc en cas de court circuit ou autre.
Donc je me retrouve avec dans le pc la carte mesa 6i25 (j'y ai implanter le firmware fourni par mesa 5i25_g540x2.bit), son câble port parallèle la 7i25 de protection, la carte "contrôleur" fournie dans le kit, 4 cartes DM542T (3 me seront utiles dans un premier temps, et 4 moteur nema 23 "double arbres"
J'ai parcouru de nombreux post sur le site de linuxcnc.org, j'ai même ouvert la même discussion en français, mais pas de réponse.
Je ne parviens pas à être sûr de ce que devait être l'association de l'ensemble, de comment paramétrer pnpconfig de linuxcnc.
Je souhaiterais donc une aide pour le béotien que je suis.
L’architecture de "cablage" de l'assemblage de toutes ces différentes cartes.
- Quel firmware implanter dans ma carte 5i25(l'autre est passive).
- Quel paramétrage effectuer dans PNPconf.
- Identifier les pins sur la carte 7i25 lorsqu'elle est connectée à la carte 5i25 pour pouvoir raccorder les entrées/sorties sur la carte qui contrôlera les 3 cartes DM542T.
Merci d’avance, pour toute l’aide qui me sera apportée,
Il y a sûrement des choses que je n’ai su ou pu expliciter, je peaufinerai les détails à la demande,
Cordialement
") je retrouve "des signaux" sur des pin IO 4,6,10 du bornier primaire de la 7i75 ==> variation de tensions ou de fréquences.
je retrouve "des signaux" sur des pin IO 4,6,10 du bornier primaire de la 7i75 ==> variation de tensions ou de fréquences.














