moussepatablor
Nouveau
Bonjour à tous
J'aimerai solliciter votre immense savoir sur ce forum, après l'avoir exploré je n'ai réussi à trouver de pistes a mes question, puissiez vous m'aider :/
Je pensais faire l'acquisition d'un tour à métaux avec 400 usinable, plutot "compact" (moins d'un mètre de long et moins de 50 cm de larg) et économique, un budget de 1800 eu juste pour le tour.

 www.outillage2000.com
www.outillage2000.com
Principalement pour de la bricole, mais surtout pour être autonome à usiner des pignons de 08B et d'autres bricoles. Pour cela, il faudrait que je puisse usiner du diametre 160 mm (taille des pignons max que j'utilise)
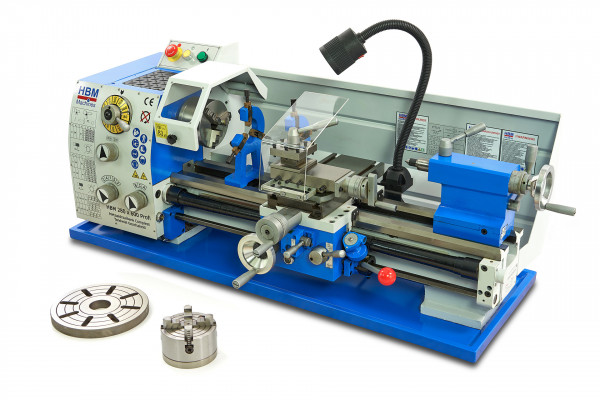
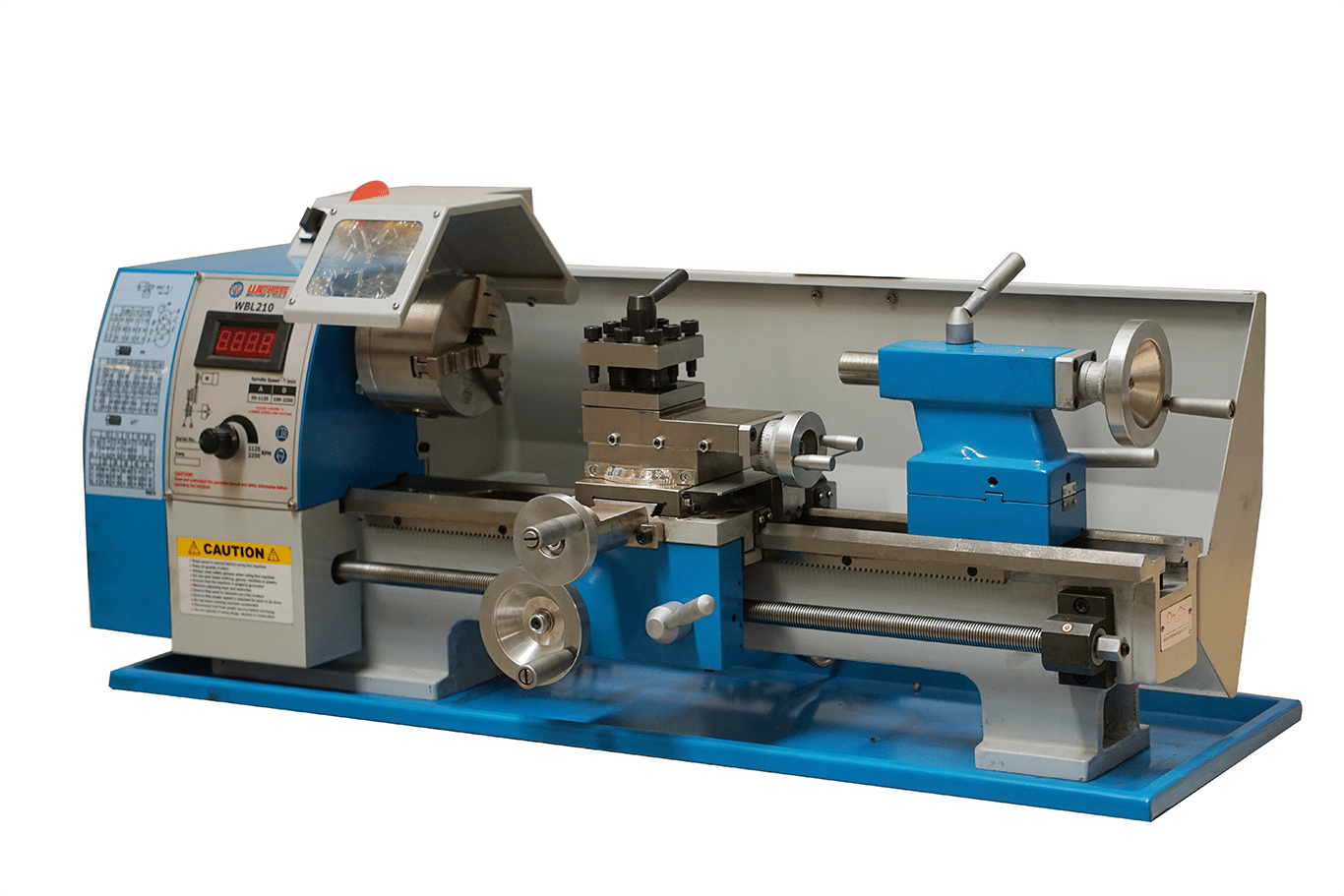
J'ai vu le tour Tour à métaux Métalprofi WM210V qui me fait de l'oeil, mais le prolbème c'est indiqué que c'est un mandrin de 100 mm, en cherchant j'ai vu que c'est un mandrin Sanou K11, que certaines variantes wish ou ebay ont des mandrins sanou K11 125.
Je voulais savoir si vous connaissez une référence de mandrin ou de mors que je puisse adapter à ce tour pour usiner des pièces pleines de Ø160 mm ?
Merci de votre aide ou de vos infos pour comprendre le système de référencement.
J'aimerai solliciter votre immense savoir sur ce forum, après l'avoir exploré je n'ai réussi à trouver de pistes a mes question, puissiez vous m'aider :/
Je pensais faire l'acquisition d'un tour à métaux avec 400 usinable, plutot "compact" (moins d'un mètre de long et moins de 50 cm de larg) et économique, un budget de 1800 eu juste pour le tour.
Tour à métaux Métalprofi WM210V
livraison sous 4-5 jours ouvrés Le travail au tour à métaux est relativement simple, pourvu que l'on suive quelques règles de base. Un tour à métaux permet d'usiner des formes en acier, alu, bronze, laiton, ou plastique pour la réalisation de pièces mécaniques de précisions mais aussi des objets...
www.outillage2000.com
Principalement pour de la bricole, mais surtout pour être autonome à usiner des pignons de 08B et d'autres bricoles. Pour cela, il faudrait que je puisse usiner du diametre 160 mm (taille des pignons max que j'utilise)
J'ai vu le tour Tour à métaux Métalprofi WM210V qui me fait de l'oeil, mais le prolbème c'est indiqué que c'est un mandrin de 100 mm, en cherchant j'ai vu que c'est un mandrin Sanou K11, que certaines variantes wish ou ebay ont des mandrins sanou K11 125.
Je voulais savoir si vous connaissez une référence de mandrin ou de mors que je puisse adapter à ce tour pour usiner des pièces pleines de Ø160 mm ?
Merci de votre aide ou de vos infos pour comprendre le système de référencement.