Bonjour à tous
je découvre ce post de
@yellow_submarin qui était passé sous mon radar.
comme je l'ai déjà écrit, je suis depuis un an en train de concevoir une machine dans le même état d'esprit.
pour le moment je le fais pour m'amuser, mais je l'ai conçu comme étant produite de façon industrielle (c'est mon métier)
et surtout, sa conception est "télescopique"
c'est pourquoi j'ai retenu une forme portique à table mobile.
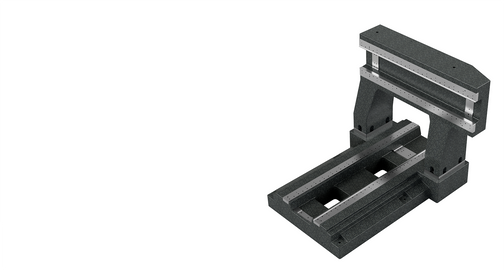
une petite vue de cette conception qui a depuis reçu des raidisseurs latéraux pour éviter les vibrations du 50ème ordre:
X300 Y300 Z240 joues latérales ep35 semelle ép50 tout acier; moteurs nema 34
je ne vais pas polluer davantage ce post avec une conception différente de celle que
@yellow_submarin a en tête, mais j'ai pas mal réfléchi au sujet et je pense que si suite à la fabrication de mon proto, je suis satisfait du résultat et que les précisions sont au rendez vous, je me lancerait peut être dans une (petite) industrialisation.
et c'est là que mon histoire rejoint celle qui fait l'objet de ce post.
en effet pour moi il y a une offre déja importante comme vous l'avez tous dit.
mais quand on achète une 6040 à 800 boules, pas facile d'usiner sévère, et quand on veux aller vers des batis plus rigides les prix explosent.
mais vous avez déja signalé ces points plus haut.
dans mon cas, et je pense que cette vision pourrait intéresser
@yellow_submarin, je suis dans l'idée que les gens veulent une machine de telle ou telle taille (et souvent ils se trompent...) et ne sont pas prêts à en acheter une avec 200mm de X en plus car ils ont l'impression qu'il vont jeter l'argent par les fenêtres.
d'où l'idée d'une conception télescopique qui permet avec une conception quasi parametrique d'adapter le X, le Y ou le Z à la demande du client tout en produisant les élements toujours avec les mêmes outils, juste les bruts (découpés plasma) à faire évoluer.
ce qui fait qu'avec une conception identique on peut en gros sortir une machine qui usinera 300 au cube jusqu'à 5-600 x 5-600 x 400
dans ce principe la machine la plus petite sera un peu trapue, mais le kilo d'acier brut ne coutant pas bien cher ce n'est pas un drame.
de la plus petite à la plus grosse restant dans cette fourchette, même taille de rails et de vis à billes, de paliers, de tout; tout est standard; après si un groupe plus gros est créé, c'est là que les tailles de tout cette quincaillerie montent d'un cran.
un point important c'est que la machine soit scindable en plusieurs parties dont la plus lourde soit inférieure à 100kg pour pouvoir par exemple la monter dans un appartement par l'escalier ou l'ascenseur.
dans le même temps cette démontabilité ne doit pas se faire au détriment de la précision, et je pense que la précision des assemblage doit être suffisante pour garantir une géométrie correcte de la machine à quelques centièmes prêts, ce qui est suffisant pour 95% des utilisateurs de ces machines. celui qui cherche le centième ou ....le µ jouera du grattoir et du clinquant sous ses rails...
le fait de vendre un bati seul (mais avec tout de prêt pour monter les éléments par un semi novice) permet de ne devoir affronter les certifications et surtout les normes sécurités machines. l'idée est de vendre un lot de pièces métalliques qui permet à l'acheteur de se construire une machine.
ainsi l'acheteur peut étaler ses dépenses.
fournir des platines d'adaptation des différents moteurs existants (pap / closed loop / servo) à fournir au choix pour que le montage ne soit qu'un plaisir.
de même si ça va jusqu'à fournir une armoire, ne câbler dedans que la partie basse tension et laisser toute la partie 220V, avec ses disjoncteurs et autres protections à la charge et surtout à la responsabilité de l'acquéreur.
voila, c'est ma vision du truc, et si mon projet dépasse le stade du proto, c'est sans doute la piste que je suivrais.
à votre dispo pour échanger sur le sujet sans polémique(s)
a+




") )
)

