J
Joscad49
Apprenti
Bonjour à tous,
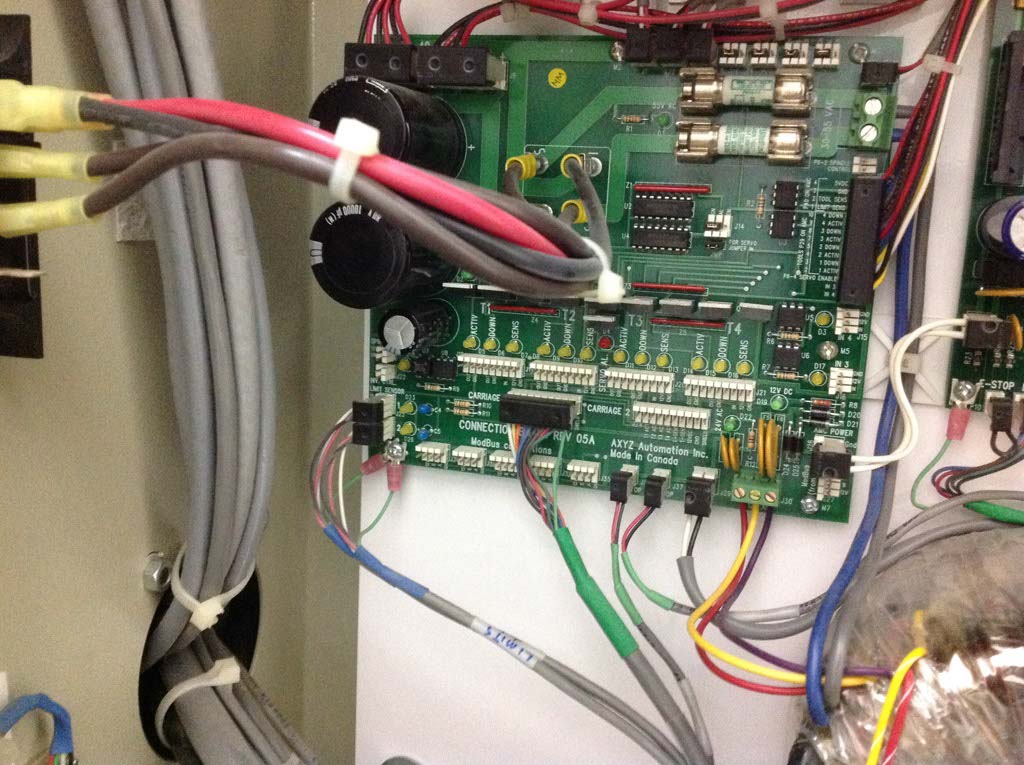
Depuis quelques mois, j'ai entrepris de faire un rétrofit complet d'une machine industrielle que j'ai en fait achetée juste pour la base; en effet suite à mon expérience précédente sur ma Mechmate entièrement construite maison, j'ai trouvé une machine pro AXYZ d'occasion qui est déjà une très bonne base pour un prix modique, bien moins chère que de me lancer dans la fabrication, donc l'achat de tous les éléments en pièce détachée.
Le seul vrai défaut d'une machine qui a vingt ans, c'est son électronique et ses moteurs.
Donc on change tout!
Mon choix est la CSMIO IPS avec le logiciel Sim CNC( j'utilise aussi en parallèle Mach 3)
Changement des crémaillères simples pour des version Hélicoïdales ( de chez Vallder) ainsi que des nouveaux réducteurs à courroie ( Vallder également)
Le changement des moteurs viendra ensuite pour des servo mais j'ai bien du mal à my retrouver dans l'offre actuelle. A ce sujet, je pose une question à ERWAN56 qui réalise un tres beau projet, concernant son choix moteur, combien de fils sur les moteurs afin de savoir si je peux réutiliser les câbles déjà en place; pour les encodeurs je serai obliger d'en passer en supplément, la aussi combien de fils dans les câbles?
Il y aura aussi le changeur à reprogrammer, j'aimerai conserver la version rotative embarquée sur le portique( comme celui d'origine de la CNC, la j'aurai certainement besoin d'aide aussi car mes compétences dans ce domaine sont quasi nulles.
A bientôt
Depuis quelques mois, j'ai entrepris de faire un rétrofit complet d'une machine industrielle que j'ai en fait achetée juste pour la base; en effet suite à mon expérience précédente sur ma Mechmate entièrement construite maison, j'ai trouvé une machine pro AXYZ d'occasion qui est déjà une très bonne base pour un prix modique, bien moins chère que de me lancer dans la fabrication, donc l'achat de tous les éléments en pièce détachée.
Le seul vrai défaut d'une machine qui a vingt ans, c'est son électronique et ses moteurs.
Donc on change tout!
Mon choix est la CSMIO IPS avec le logiciel Sim CNC( j'utilise aussi en parallèle Mach 3)
Changement des crémaillères simples pour des version Hélicoïdales ( de chez Vallder) ainsi que des nouveaux réducteurs à courroie ( Vallder également)
Le changement des moteurs viendra ensuite pour des servo mais j'ai bien du mal à my retrouver dans l'offre actuelle. A ce sujet, je pose une question à ERWAN56 qui réalise un tres beau projet, concernant son choix moteur, combien de fils sur les moteurs afin de savoir si je peux réutiliser les câbles déjà en place; pour les encodeurs je serai obliger d'en passer en supplément, la aussi combien de fils dans les câbles?
Il y aura aussi le changeur à reprogrammer, j'aimerai conserver la version rotative embarquée sur le portique( comme celui d'origine de la CNC, la j'aurai certainement besoin d'aide aussi car mes compétences dans ce domaine sont quasi nulles.
A bientôt
Fichiers joints
Dernière édition: