JPDB 15
Compagnon
Bonjour
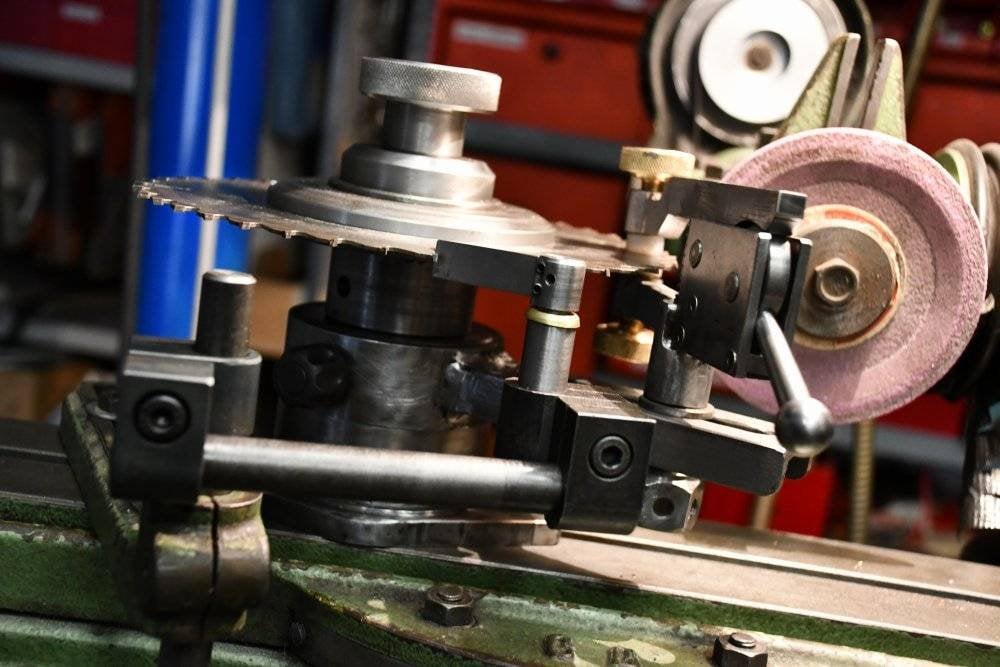
Pour mon affuteuse CG, j'ai réalisé un dispositif pour affuter les lames de scies circulaires .
Comme toujours dans mon cas j'ai fait appel, un maximum, aux matériaux de mon stock.
Je me suis fortement inspiré des réalisations montrées sur ce forum.
C'est ma manière, en vous montrant ma réalisation, de restituer un peu ce que j'ai gaillardement piraté.
Sur les photos présentées , il est bien évident que la meule n'est pas adaptée et qu'un carter sera bien évidement installé pour un fonctionnement réel.
La capacité prévue pour les scies est comprise entre 150 et 300mm de D.
La hauteur de la lame au-dessus de la table de l'affuteuse est de 120mm
La pince, venant serrer la scie (contre les vibrations) est positionnable à la demande. Elle est actionnée par une simple came circulaire. Pratiquement le poids du levier suffit pour obtenir le serrage.
Le doigt d'indexation fonctionne dans les deux sens de rotation . Il utilise comme principe une corde à piano utilisée en ressort de torsion. L'expérience dira si le procédé est fiable.
La finition n'étant pas achevée, il est temps que vous contribuez par vos remarques et suggestions à sa mise au point.
Merci d'avance Jean-Paul

Pour mon affuteuse CG, j'ai réalisé un dispositif pour affuter les lames de scies circulaires .
Comme toujours dans mon cas j'ai fait appel, un maximum, aux matériaux de mon stock.
Je me suis fortement inspiré des réalisations montrées sur ce forum.
C'est ma manière, en vous montrant ma réalisation, de restituer un peu ce que j'ai gaillardement piraté.
Sur les photos présentées , il est bien évident que la meule n'est pas adaptée et qu'un carter sera bien évidement installé pour un fonctionnement réel.
La capacité prévue pour les scies est comprise entre 150 et 300mm de D.
La hauteur de la lame au-dessus de la table de l'affuteuse est de 120mm
La pince, venant serrer la scie (contre les vibrations) est positionnable à la demande. Elle est actionnée par une simple came circulaire. Pratiquement le poids du levier suffit pour obtenir le serrage.
Le doigt d'indexation fonctionne dans les deux sens de rotation . Il utilise comme principe une corde à piano utilisée en ressort de torsion. L'expérience dira si le procédé est fiable.
La finition n'étant pas achevée, il est temps que vous contribuez par vos remarques et suggestions à sa mise au point.
Merci d'avance Jean-Paul