Table des matières
Ce tuto est téléchargeable ici.
Quelque soit la forme du filet, la façon d’usiner sera toujours la même (exception faite pour les grand pas qui peuvent bénéficier de variantes).
Principe
Lorsque l’outil creuse le filet sur la pièce, il se déplace longitudinalement de « 1 pas à faire » par tour de broche.
Ce déplacement est créé par la rotation de la vis mère qui doit donc tourner de « X » tours.
Les deux déplacement devant être égaux, on a :
pas à faire * nb. tours broche = pas vis mère * nb. tours vis mère (X).
Le rapport « pas à faire / pas vis mère » = « nb. tours de vis mère / nb. tours de broche ».
Ce rapport est aussi égal à :
« produit des nombre de dents des pignons menants / produit des nombre de dents des pignons menés » (en tenant compte d’une éventuelle boîte à vitesses (NORTON ou autre)).
Mode opératoire
Un filetage est toujours exécuté en plusieurs passes, soit, (en supposant que l’on ait réglé le bon rapport, que les tambours gradués soient à zéro et que l’on soit tangent à la pièce) :
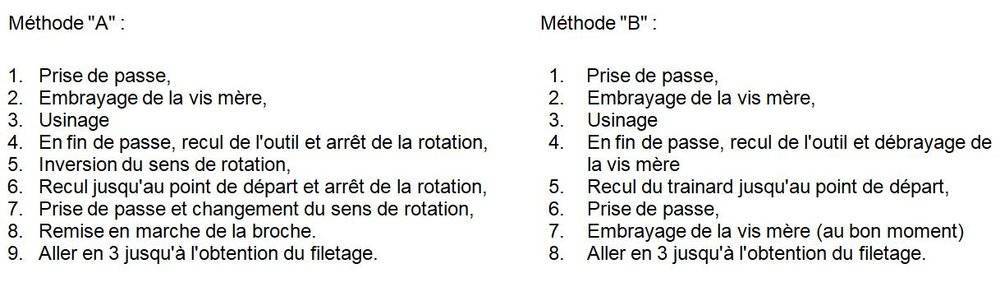
La méthode « B » demande moins de manipulations, mais impose la contrainte de « retomber dans le pas ».
Le rapport indique, au numérateur, le nombre de tours que doit faire la vis mère pendant que la broche tourne d’un nombre de tours égal au dénominateur.
Sachant que la vis mère ne peut-être embrayée qu’à chaque tour « entier », le numérateur indique le nombre de tour que doit faire la vis mère entre chaque « embrayage » pour conserver le rapport (et retomber dans le pas).
On aura le nombre minimum en rendant la fraction « pas à faire / pas vis mère » irréductible avec un numérateur et un dénominateur entiers.
Différentes méthodes
Filetages débrayables
Si le numérateur de cette fraction réduite vaut « 1 », on peux débrayer et embrayer à chaque tour de vis mère à n’importe quel endroit (le pas à faire est sous multiple du pas de la vis mère).
Si le numérateur n’est pas unitaire, voir les méthodes qui suivent, (classées par ordre d’intérêt croissant) :
Filetage méthode « A » (sans débrayer, retour en marche AR)
Cette méthode est simplissime mais est chronophage et utilise la vis mère à outrance (usure prématurée).
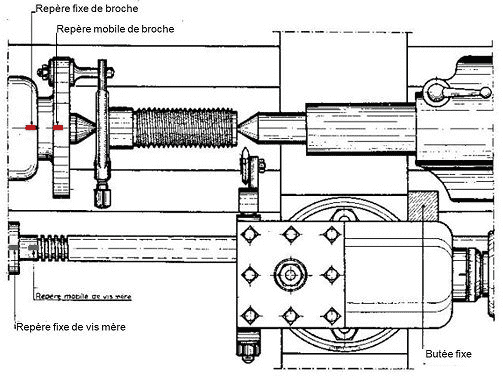
Filetage aux repères
- Le but est de matérialiser le moment où il y a coïncidence entre les deux rotations (broche et vis mère) :
- Placer l’outil au départ (un peu en avant de la pièce),
- Embrayer la vis mère et rattraper les jeux (broche & vis mère) en tournant le mandrin,
- Placez :
- Un repère (mobile) sur la broche
- Un repère (fixe) (en face) sur la poupée fixe,
- Un repère (mobile) sur la vis mère (près de la sortie de boîte),
- Un repère (fixe) (en face) sur la sortie de boîte
- Une butée contre le trainard
- Usinez la première passe,
- En fin de passe, dégagez l’outil et débrayez la vis mère,
- Reculez le trainard en butée,
- Attendre la coïncidence des deux groupes de repères pour embrayer (ceci pouvant se faire en tournant le mandrin à la main).
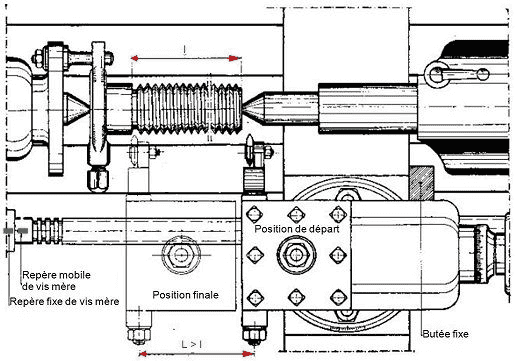
Filetage à la longueur
Supposons que le pas à faire soit « p », que le pas de la vis mère soit « P » et que j’ai arrêté mon tour.
Si je débraye la vis mère, je pourrai la ré-embrayer plus loin si le déplacement est multiple de « P » et être « dans un filet » si le déplacement est multiple de « p » .
Ce déplacement minimum s’appelle de « PPCM » (Plus Petit Commun Multiple).
Tout déplacement multiple du PPCM de « p » et de « P » me permet donc à la fois « de retomber dans le pas » et « d’embrayer la vis mère ».
Le PPCM de deux nombres est le produit des facteurs premiers communs et non communs aux deux nombres.
Feuille de calcul EXCEL pour décomposer les nombres en facteurs premiers.
Ex. : 342 = 2 x 3 x 3 x 19
468 = 2 x 2 x 3 x 3 x 13 (2, 13 et 19 ne sont pas communs, 2, 3 et 3 sont communs).
PPCM = 2 x 2 x 3 x 3 x 13 x 19 = 8892 = 26 x 342 = 19 x 468.
Ex. : Soit à fileter une longueur de 248 mm au pas de 1,75 mm avec une vis mère au pas de 6 mm :
1,75 / 6 = 7 / 24. On peux embrayer tous les 7 tours de vis mère.
7 = 7 x 1
24 = 2 x 2 x 2 x 3
PPCM (de 7 & 24) = 2 x 2 x 2 x 3 x 7 = 4 x 42
PPCM (de 1,75 & 6) = 42
La plus petite longueur multiple de 42 et supérieure à 248 est 6 x 42 = 252 mm.
– Faire une passe et arrêter le tour en fin de passe, vis mère embrayée.
– Mettre un repère (mobile) sur la vis mère là où elle sort de la boîte et un repère (fixe) (en face), sur la sortie de boîte.
– Placer une butée fixe sur le banc, coté début du filetage, à la longueur calculée précédemment (252 mm).
– Vous pouvez débrayer la vis mère et remettre le tour en marche.
– Reculer le trainard en butée. Quand le repère mobile sur la vis mère est en face
du repère fixe sur la sortie de boîte, vous pouvez embrayer.
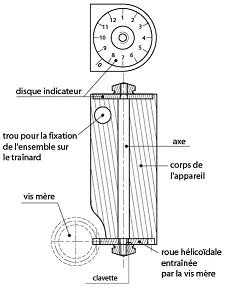
Appareil à retomber dans le pas
Le numérateur de la fraction vue précédemment indique le nombre de tours (ce peut-être un multiple de ce nombre) que doit faire la vis mère avant de pouvoir embrayer, la liaison broche-vis mère n’ayant jamais été interrompue !
Il suffit donc de « compter et visualiser » le nombre de tour que fait la vis mère.
Si une roue dentée engrène avec la vis mère, elle tourne d’une dent à chaque tour de vis.
Pour « compter » « N » tours, il faut que la roue ait « N » dents.
Chaque fois que cette roue aura fait un tour, on pourra embrayer.
Dans la pratique, il n’est pas toujours possible d’avoir une roue de « N » dents (roue trop petite). On choisira alors une roue de « k x N » dents et on pourra embrayer chaque fois que la roue aura fait « 1/k » tour (la roue entrainera donc un disque portant « k » repères régulièrement espacés).
Il faut donc choisir une roue dont le nombre de dents soit un multiple du numérateur de la fraction « pas à faire / Pas vis mère », (fraction en nombres entiers, réduite à sa plus simple expression) et l’associer à un disque ayant le nombre voulu de repères.
Ex. : Pas de 3,5 mm, vis mère au pas de 6 mm.
Fraction = 3,5/6 = 7/12. Nous pouvons embrayer tous les « 7 » tours de vis mère.
Nous choisirons une roue de 35 dents associée à un disque portant 5 repères.
– Placez l’outil au point de départ, vis mère embrayée, jeux rattrapés,
– Alignez l’un des 5 repères du disque avec le repère fixe de l’appareil à retomber dans le pas,
– Usinez.
– Vous pouvez débrayer à n’importe quel moment (en dégageant l’outil), déplacer le trainard à droite ou a gauche.,
– Vous pourrez ré-embrayer la vis mère chaque fois que l’un des 5 repères du disque sera en face
du repère fixe de l’appareil à retomber dans le pas.
Il existe des tableaux donnant le nombre de dents, le nombre de repères du disque à monter sur l’appareil à retomber dans le pas en fonction du pas à faire et du pas de la vis mère. Il est toutefois facile de créer son propre tableau adapté à son tour et au pas à produire.
Vous trouverez à la fin du tuto des trucs et astuces pour calculer dans des cas extrêmes.
Calcul du train de roues
Pas à faire et vis mère métriques
Vous usinerez un pas « exact ».
- Vous avez une boîte de filetage :
Réglez-la pour qu’elle indique le bon pas si elle le permet.
Si le pas à faire ne figure pas parmi ses possibilités,
condamnez-la en choisissant le pas qui correspond à celui de la vis mère (soit rapport 1/1) et utilisez la méthode ci-dessous.
- Vous n’avez pas de boîte de filetage (ou une boîte minimaliste, du genre 1/2, 1/1 & 2/1) :
Il n’y a aucun problème pour trouver une combinaison à 4, 6 ou 8 roues.
Décomposez la fraction initiale pour trouver une équivalence sous la forme
(a x b x c) / (d x e x f) ou (a x b) / (c x d).
Des logiciels le font pour vous si vous le souhaitez.
Pas à faire métrique et vis mère en pouce (ou l’inverse)
- Vous avez une roue de 127 dents :
Vous usinerez un pas « exact ».
- Vous n’avez pas de roue de 127 dents :
Vous ne pouvez usiner qu’un pas « approché ».
Dans ce cas, remplacez « 25,4 » par 280/11 (erreur 5,5 E-2) ou par 330/13 (erreur 1,5 E-2)
ou par 432/17 (erreur 1,2 E-2) ou par 1600/63 (erreur 3,2 E-3).
Opérez comme au paragraphe 1) ci-dessus.
Pas à faire « au module » et vis mère métrique
Vous ne pouvez usiner qu’un pas « approché ».
Il faut remplacer « π » par 22/7 (erreur 1,3 E-3) ou par 245/78 (erreur 5,7 E-4) ou par 377/120 (erreur 7,4 E-5)
ou par 3927/1250 (erreur 7,3 E-6) ou par 355/113 (erreur 2,7 E-7).
Opérez comme au paragraphe 1) ci-dessus.
Logiciels de calcul
Il existe de nombreux logiciels que vous pouvez configurer suivant les caractéristiques de votre tour et qui vous donneront les roues à monter sur la lyre, en fonction d’une éventuelle erreur admise s’il s’agit d’un pas approché. Citons :
– Lathe gears.exe (gratuit, sur le net). (un message qui en parle pour créer « son tour » ).
– Ppignon-0.99.exe (sur le forum). A télécharger ici.
Positionnement de l’outil et prise de passes
L’outil (ARS ou pastille carbure) à la forme du filet à obtenir.
Il doit être bien placé par rapport à l’axe de la pièce. On se sert généralement d’une « sardine » en choisissant le modèle adapté au filet à produire :

Cas du filet « ISO » (triangulaire) :
Si l’outil est en ARS, il est affûté pour usiner les flancs et le fond du filet.
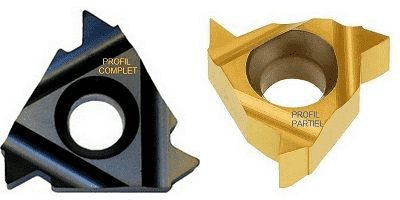
S’il s’agit de pastilles, vous avez le choix entre des pastilles à profil partiel (comme l »ARS, qui usinent les flancs et le fond, utilisables pour plusieurs pas en faisant abstraction du rayon de fond de filet) et des pastilles à profil complet qui usinent en plus le rayon de sommet. Ces dernières ne peuvent servir que pour le pas pour lequel elles ont été prévues.
Pour les grands pas (hélice >6°), il y a lieu d’incliner l’outil suivant l’angle d’hélice moyenne.
L’outil se place à hauteur d’axe.
Exception pour un outil ARS qui peut être « au dessus du centre » dans la méthode Américaine (h ≤ Ønoyau /4) :
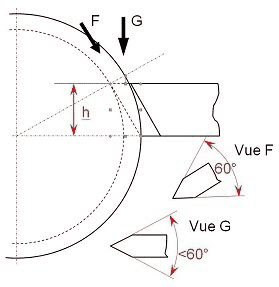
Réservé à l’ébauche en grande série.
L’axe de l’outil doit être perpendiculaire à l’axe de la vis.
Le petit chariot peut être :
– Parallèle à l’axe (pénétration droite) ou incliné à 60° (+0°, +3°) par rapport à l’axe de la vis (pénétration oblique) :
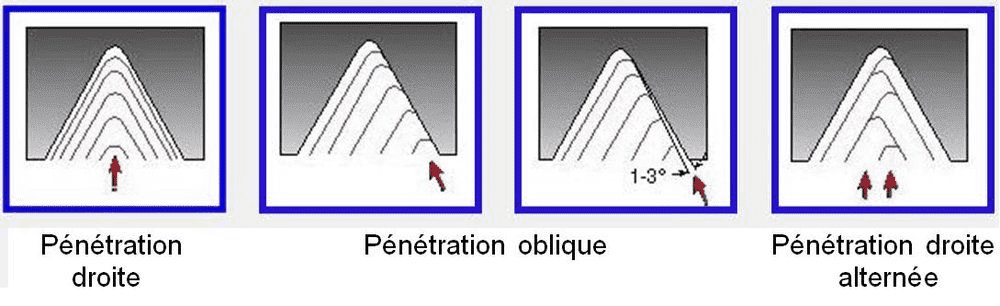
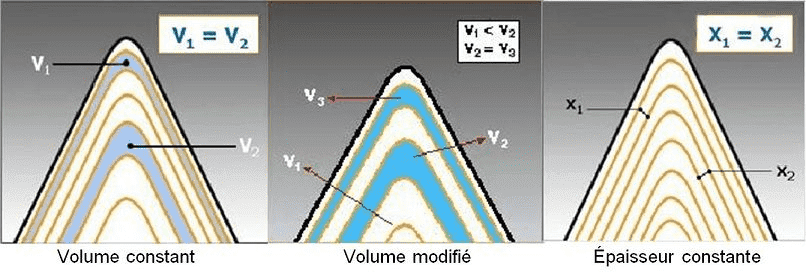
Dans toutes ces façons de faire, on peut opter pour des passes constantes ou variables :
Un tuto sur le filetage pénétration oblique.
Pour déterminer toutes les positions de l’outil (transversalement et longitudinalement) ainsi que pour connaître les diamètres, « Vardex TT Generator » (logiciel gratuit, Version en ligne ou téléchargement sur le net) vous secondera en vous donnant tous les paramètres voulus (même en pénétration alternée), si vous faites abstraction de l’outil (que vous n’aurez pas forcément) et de la vitesse de coupe (que vous ne respecterez pas toujours).
Un exemple des données récapitulatives fournies par ce logiciel.
Contrôle du filet
La valeur des tambours gradués et la valeur de la hauteur du filet ne suffisent pas pour décider de la fin de l’opération et de sa réussite .
Pour l’usinage d’un filet « ordinaire », l’essai d’assemblage entre la pièce mâle et la pièce femelle peut suffire.
Lorsque le niveau d’exigence le requière, un contrôle plus rigoureux s’impose. Il peut se faire :
– A l’aide de calibres à limites :

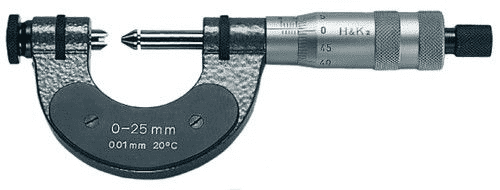
– par mesure à l’aide d’un micromètre adapté avec touches en vé. Les touches sont interchangeables pour s’adapter au pas à contrôler :
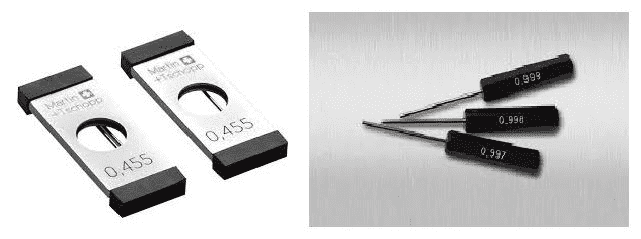
– en plaçant 3 piges dans le filet et en mesurant la « cote sur piges » avec un micromètre standard.
Plutôt que d’utiliser 3 piges indépendantes, il existe des plaques (selon le pas) venant coiffer les touches des comparateurs (plus faciles à utiliser que les piges indépendantes) :
Pour un filetage ISO 60°, la mesure doit être :
L = Df + 3 D,
« Df » étant le diamètre à fond de filet du triangle générateur du profil et « D » le diamètre des piges dépendant du pas.
Tout ceci est donné dans le PDF joint.
Vous trouverez ici un programme EXCEL pour calculer la « cote sur piges » pour les filetages les plus courants.
Vous devez être en mesure maintenant d’usiner votre (premier) filetage !
Trucs et astuces pour calculer
Pour ceux et celles qui veulent tout faire en autonomie :
PGCD de deux nombres :
Diviser (division entière) le plus grand par le plus petit. Quotient = 3,
reste = 267.
Diviser le plus petit par le dernier reste (267). Quotient = 1, reste = 178.
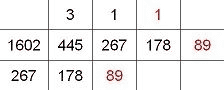
Diviser le reste précédent (267) par le dernier reste (178). Quotient = 1,
reste = 89.
Diviser le reste précédent (178) par le dernier reste (89). Quotient = 2,
reste = 0. Quand le reste vaut « 0 », le dernier diviseur utilisé est le « PGCD ».
Réduction d’une fraction
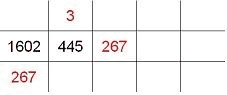
Supposons que la fraction soit 1602/445.
- 89 étant le PCGD de ces deux nombres, la fraction réduite est (1602/89) / (445/89) = 18 /5
- Écrire les quotients trouvés ci-dessus sur la ligne du bas.
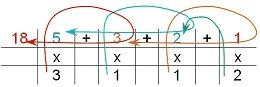
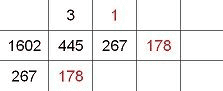
Écrire « 1 » au dessus du dernier.
– Inscrire le produit des deux nombres écrits en colonne de droite au dessus du quotient colonne précédente
(voir flèche verte).
– Inscrire le produit des deux nombres situés en avant dernière colonne + le nombre précédent au dessus du
quotient colonne précédente (voir flèche orangée).
– Continuer ainsi jusqu’au bout (flèche rouge).
– La fraction réduite est 18 / 5.
- Une fois les deux nombres décomposés en facteurs premiers, éliminer tous les termes communs :
Ex. 1602 / 445 :
1602 = 2 x 3 x 3 x 89
445 = 5 x 89
En éliminant 89, la fraction réduite est (2 x 3 x3) / 5
Feuille de calcul EXCEL pour décomposer les nombres en facteurs premiers.
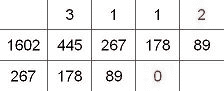
- Fraction dont l’un des termes est premier (Ex. 103/386) :
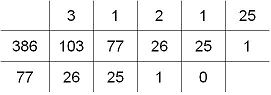
Recherche des « quotients (3, 1, 2, 1, 25).
Recherche de la fraction réduite :
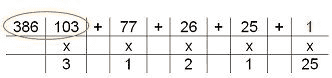
Il n’y a pas de changement car 103 est premier !
Supprimons le dernier quotient (25) et la dernière colonne :
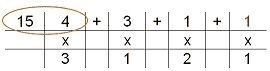
La fraction réduite (approchée) est 4 / 15.
(103/386) – (4/15) = 1,7 E-4. L’erreur est donc négligeable.
Pas bâtard (méthode des réduites)
La méthode des réduites permet de trouver une suite de fractions dont la valeur s’approche
de la fraction initiale, jusqu’à égaler sa valeur.
Ainsi, la méthode appliquée à 173 / 100 donne la série suivante :
1/1 – 2/1 – 5/3 – 7/4 – 19/11 – 45/26 – 64/37 – 173/100.
En prenant l’avant dernière fraction (64/37), on a une erreur de :
(173/100) – (64/37) = 2,73 E-4
Feuille de calcul EXCEL pour trouver les réduites d’une fraction.
Pas périodiques
- Un chiffre à la période :
Ex. : Pas SCHAUBLIN = 1,6666…. à usiner avec une vis au pas de 3 mm :
10 pas = 16,66
– 1 pas = 1,66
9 pas = 15
Pas a faire = 15/9 = 5/3
Calcul du rapport du train de roues : p / P = (5/3) / 3 = 5 / 9.
- Deux chiffres à la période : Ex. pas 1,4545… vis au pas de 6 mm
100 pas = 145,45
– 1 pas = 1,45
99 pas = 144
Pas a faire = 144/99 = 16/11
Calcul du rapport du train de roues : p / P = (16/11) / 6 = 16 / 66 = 8 / 33 = (2 / 3) x (4 / 11)
= (40 / 60) x (20 / 55).
- Une décimale suivie de un chiffre à la période : Ex. 2,16666… vis au pas de 4 mm
100 pas = 216,66
– 10 pas = 21,66
90 pas = 195
Pas à faire = 195/90 = 65/30
(65/30)/5 = (65/30) x (1/5) = (65/30) x (10/50) = (65/120) x (40/50).
- Une décimale suivie de deux chiffres à la période : Ex. 3,43636 vis au pas de 5 mm
1000 pas = 3436,36
– 10 pas = 34,36
990 pas = 3402
Pas à faire = 3402/990 = (9 x 21) / (5 x 11)
Calcul du rapport du train de roues : p / P = (9 x 21 x 1) / (5 x 11 x 5).
Bon filetage !
L’auteur

Pussy
Retraité de l’éducation nationale
Site web :
http://www.aqua-d-elle.fr/

- Affûtage manuel des forêts - 16 octobre 2021
- Liaison outil machine - 16 octobre 2021
- Réglage d’une broche à paliers lisses monobloc - 16 octobre 2021