I
ilfaitvraimentbeau
Compagnon
Bonjour,
je n'avais encore jamais essayé le galetage

 fr.wikipedia.org
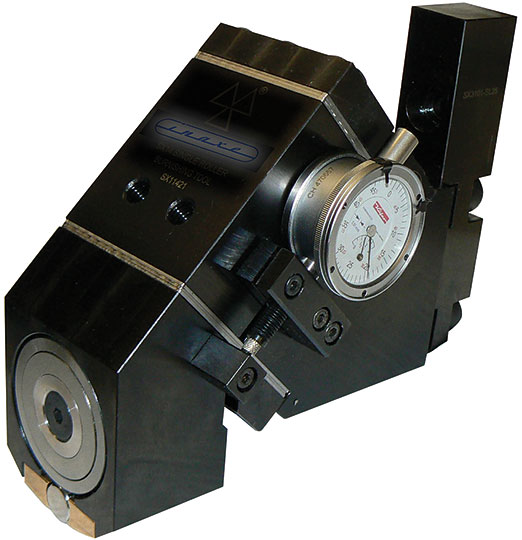
j'ai commencé par fabriquer l'outil, en partant de mon outil à moleter
fr.wikipedia.org
j'ai commencé par fabriquer l'outil, en partant de mon outil à moleter
les galets sont tournés dans du 100C6, et trempés à l'huile de tournesol (rance) sans revenu
en plus de la dureté, cela leur donne une jolie couleur noire huile brûlée, un coup de lime pour m'assurer qu'ils ont bien pris la trempe
j'ai placé ces galets à la place des molettes, et commencé l'essai avec un morceau d'acier de GSB que j'avais charioté sans prendre de précaution particulière pour la finition
pas de lubrification, en tournant assez lentement
et le résultat est net : la surface traitée est nettement plus lisse
le galetage est sensé durcir la surface, j'ai fait un essai avec un tiers-point, ce n'est pas très rigoureux, mais la surface traitée semble un peu plus dure
merci pour votre attention




je n'avais encore jamais essayé le galetage
Galetage — Wikipédia
les galets sont tournés dans du 100C6, et trempés à l'huile de tournesol (rance) sans revenu
en plus de la dureté, cela leur donne une jolie couleur noire huile brûlée, un coup de lime pour m'assurer qu'ils ont bien pris la trempe
j'ai placé ces galets à la place des molettes, et commencé l'essai avec un morceau d'acier de GSB que j'avais charioté sans prendre de précaution particulière pour la finition
pas de lubrification, en tournant assez lentement
et le résultat est net : la surface traitée est nettement plus lisse
le galetage est sensé durcir la surface, j'ai fait un essai avec un tiers-point, ce n'est pas très rigoureux, mais la surface traitée semble un peu plus dure
merci pour votre attention