L
Laurent_CNC
Compagnon
Bonjour à tous,
L'outil de recherche n'ayant rien donné, je me permet de poser ma question ici.
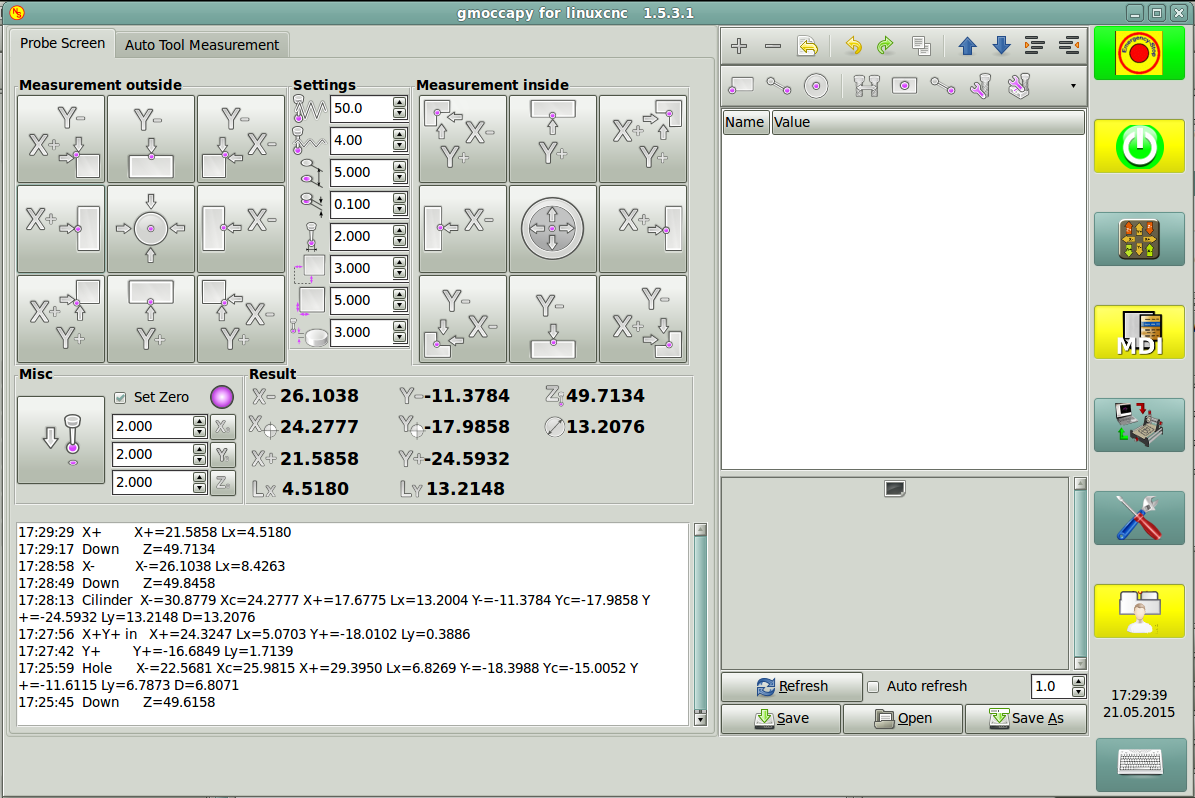
Existe il un "plugin" qui permettrait de centrer aux coordonnées 0,0 un disque après avoir palpé 3 points de sa circonférence ?
J'ai cette fonction sur le TNC 320 du boulot et c'est très pratique.
Je me demandais si quelqu'un de balèze s'était déjà posé la même question sur LinuxCNC (et encore plus sur l'interface AXIS...)
Je vais me faire une page de tableur mais ça serait tellement plus simple en intégré...
Amicalement,
Laurent
L'outil de recherche n'ayant rien donné, je me permet de poser ma question ici.
Existe il un "plugin" qui permettrait de centrer aux coordonnées 0,0 un disque après avoir palpé 3 points de sa circonférence ?
J'ai cette fonction sur le TNC 320 du boulot et c'est très pratique.
Je me demandais si quelqu'un de balèze s'était déjà posé la même question sur LinuxCNC (et encore plus sur l'interface AXIS...)
Je vais me faire une page de tableur mais ça serait tellement plus simple en intégré...
Amicalement,
Laurent
 dans un alésage
dans un alésage