L
laurentl38
Compagnon
Bonjour,
je suis à la recherche d'info un peu insolite sur le codage, peut être que les pros du Gcode pourrons m'aiguiller.
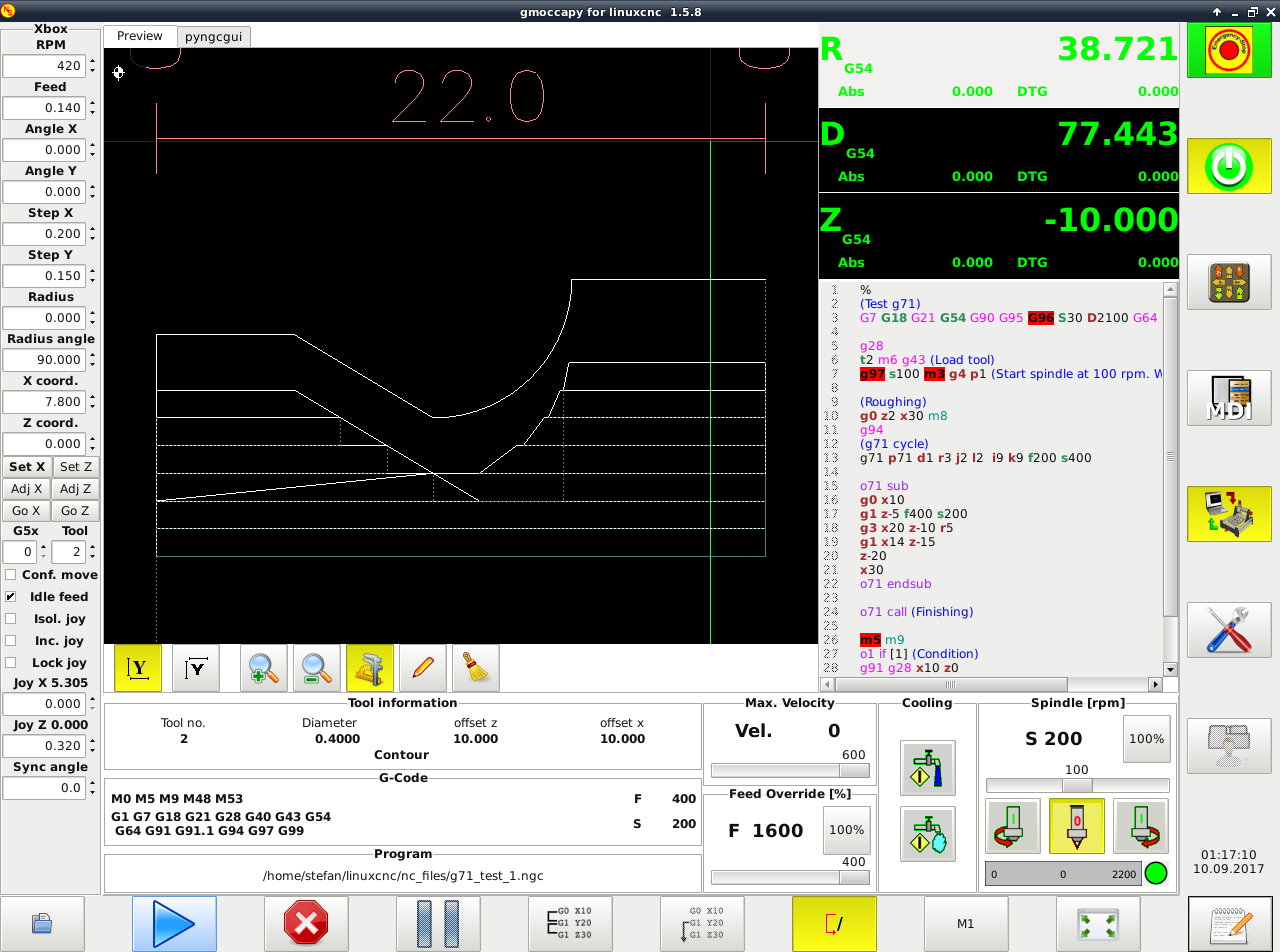
En quelque mots, qu'est ce qu'il y a derrière un Gcode par exemple un G71 ?
Par sa définition cela ressemble un peut a l'appel d'une macro avec passage de paramètre ...
Est ce qu'il y a du Gcode plus basic derrière, et si oui, ou pourrait ton aller chercher cette info et comme ces fonctions sont structurées?
Par exemple le G76, on pourrait plus ou moins sentir, qu'il y a du G32 derrière ...
Par avance merci pour vos contributions
Cordialement
Laurent
je suis à la recherche d'info un peu insolite sur le codage, peut être que les pros du Gcode pourrons m'aiguiller.
En quelque mots, qu'est ce qu'il y a derrière un Gcode par exemple un G71 ?
Par sa définition cela ressemble un peut a l'appel d'une macro avec passage de paramètre ...
Est ce qu'il y a du Gcode plus basic derrière, et si oui, ou pourrait ton aller chercher cette info et comme ces fonctions sont structurées?
Par exemple le G76, on pourrait plus ou moins sentir, qu'il y a du G32 derrière ...
Par avance merci pour vos contributions
Cordialement
Laurent