Table des matières
On peut distinguer deux sortes d’outils à profil constant :
Les outils droits (barreaux) et les outils en forme de disque.
Les outils droits
On trouve ce genre de barreau dans les outils dits « tangentiels ».
Un barreau ARS, dont la section est telle quelle créera le profil souhaité sur la pièce, est incliné dans le porte lame de l’angle de dépouille et a le bout affûté selon l’angle de coupe.
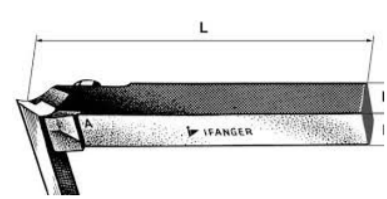
Seul le bout (la face de coupe) est affûté et il n’y a pas à toucher au profil lors du rafraîchissement de l’outil. En jouant sur la « sortie » du barreau du porte lame, il est possible d’éviter les interférences pièce-porte lame et de régler la mise à hauteur de pointe.
On peut aussi éviter les interférences « porte grain-pièce » en plaçant le barreau différemment :

Mais cette disposition oblige à retoucher le profil à chaque ré-affûtage et est donc moins avantageuse !
Une variante de cet outil est l’outil de filetage « à l’américaine » :

C’est le bout du barreau qui est affûté pour créer le profil du filetage et c’est lui qui sera réaffûté ultérieurement.
La face supérieure du barreau constitue la face de coupe et l’angle de coupe (30°) existe parce que la face supérieure de l’outil est positionnée à Ø fond de filets/4 au dessus du centre : voir ce site.
Les outils disques
On distingue les outils dont le profil extérieur est de révolution et ceux dont le profil extérieur est en spirale.
Un peu de théorie
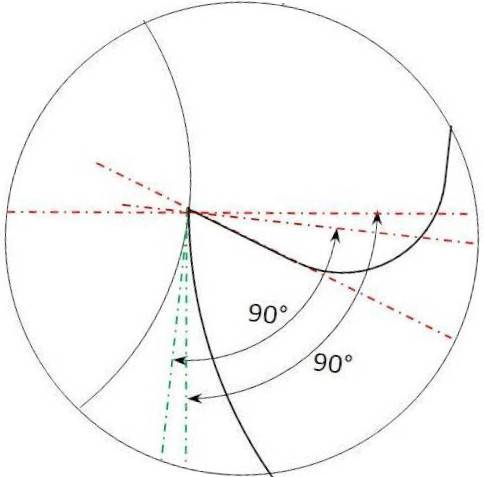
Un outil à profil constant (sa partie active) est un disque dont on a enlevé une partie :

A partir d’un point du profil, une face de coupe est créée faisant un angle de « dépouille + coupe » avec le rayon aboutissant au point du profil :
Affûtage d’un outil à profil constant
L’affûtage impose une rotation du disque durant le rafraîchissement de la face de coupe. Le profil extérieur n’est jamais touché ! Il supporte de ce fait un très grand nombre d’affûtage !

La dépouille n’existe sur ce genre d’outil QUE SI l’axe du disque n’est pas aligné avec la ligne « centre de rotation-pointe de l’outil ». Pour une tête à aléser où ces trois points sont alignés, la dépouille sera nulle ! Il faut donc que le profil intègre la dépouille au point de travail.
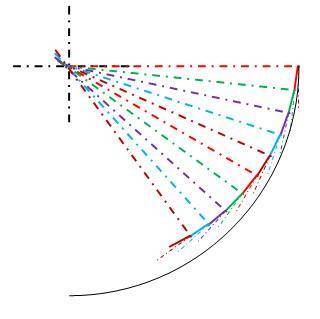
En exagérant, le profil aura une forme de ce type :
C’est une spirale logarithmique.

Ces outils existent sous la forme d’outils à aléser ou à gorges
ou à fileter, utilisables sur un tour ou sur une tête à aléser.
Sur un tour, il suffit que l’axe du corps de l’outil ET la pointe de l’outil soient à hauteur d’axe.


Sur une tête à aléser, il suffit que l’axe de rotation de la tête,
l’axe du corps d’outil ET la pointe de l’outil soient dans la même
plan (le plan de symétrie de la tête à aléser).
Ils existent aussi sous la forme de fraise (fraise à fileter ou fraises module) :

Ces outils ont le même avantage que l’outil évoqué en premier (l’outil « disque ») en ce qui concerne l’affûtage, mais contrairement au disque, ils ne permettent pas (du moins pour nous) de fabriquer le profil du fait que celui-ci n’est
pas de révolution !
Annexes
Vous trouverez ici un échantillon d’outils qui ont existé (qui existent encore ?).
Vous trouverez ici la documentation des outils à profil constant « RKB ».
L’auteur

Pussy
Retraité de l’éducation nationale
Site web :
http://www.aqua-d-elle.fr/

- Affûtage manuel des forêts - 16 octobre 2021
- Liaison outil machine - 16 octobre 2021
- Réglage d’une broche à paliers lisses monobloc - 16 octobre 2021