P
Pierreg60
Compagnon
Bonjour à tous
j'ai acheter ce matin aux puces un ensemble réducteur + moteur CC dont voici la présentation

On peut voir un électro-aimant sur cette photo
Il est a bain d'huile
maintenant les questions
est ce que c'est possible d'en faire un diviseur sachant:
-que c'était un réducteur de tourniquet
-que le rapport de division est de 13.25 tour de manivelle pour un tour d'axe
-que la vis sans fin à un filetage tellement incliné qu'on peu faire tourner la manivelle en forçant sur la vise de l'axe
Donc est ce que ça marcherai si je trouve un système pour bloquer l'axe, fixer le mandrin, et fixer le réducteur sur ma table ?
merci pour vos réponses
Mise à jour 29 mars 09
Je me suis servit du pignon qui était sur le réducteur, comme il avait déjà le bon Ø intérieur et qu'il avait déjà la rainure pour la clavette.
première ébauche ça vibre pas mal et c'est long
sans les dents
2 eme ébauche
un rondin qui me servira à faire une partie de la broche
après le dressage perçage et alésage de la face
je retourne la pièce que je serre par le centre et je charriote pour arriver au bon Ø (regardez comment j'ai du placer le charriot pour gagner un peu en Ø)
une partie du support du réducteur qui serra réutilisée pour faire la rondelle derrière la broche
une fois l'alésage fait je découpe avec la scie pour m'approcher au maximum de forme et de la cote finale
là encore ça vibre et c'est long
un petit moletage
et enfin l'ébauche de ma broche qu'un collègue de travail m'as soudée je terminerai avec le plateau emmanché sur l'axe du réducteur
le montage de la manivelle de la BF20 sur l'axe de la vis
c'est tout pour aujourd'hui !
Mise à jour 09 mai 09
Bonjour à tous,
quelques nouvelle du front
j'ai contrôlé la excentricité de l'axe ça bouge quasiment pas
donc usinage entre pointes avec une pointe usinée dans le mandrin car la pointe d'origine a un faux rond de 1/10.
Je bride le plateaux sur la table avec ce montage
Je trouve le centre de ma pièce avec un comparateur monté comme ceci je tourne la broche à la main et je centre avec les axe X et Y
Avec la DRO j'utilise a la fonction perçage sur un cercle je pointe
et je perce direct au Ø20 (merci guitoune45)
un coup de tête à aléser car le Ø final doit faire 21mm
c'est fini pour le plateaux
passons aux système de blocage du mandrin c'est une rondelle qui laisse ou non passer le mandrin si on la pivote.
Je commence par usiner un rondin de nylon au Ø de l'alésage de ma rondelle
j'ai pris une dernière passe de 0.1mm et ça m'as fait un copeau fin comme un cheveux
je bride la pièce de cette façon en serrant le morceau de nylon il va gonfler et bloquer la rondelle je tapote avec le maillet et la pièce est correctement plaquée contre le morceau de PEHD vert
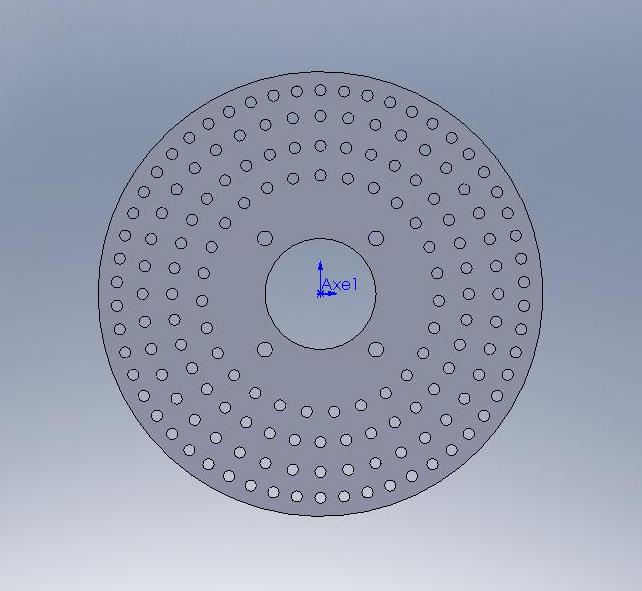
Encore une fois la dro et son perçage sur un cercle
une fois les perçage fait j'utilise cette fonction
Premier essais c'est pas mal sauf que la BF20 n'aime pas trop le tréflage
Voila c'est quasiment terminé!
Merci de m'avoir lu
j'ai acheter ce matin aux puces un ensemble réducteur + moteur CC dont voici la présentation
.JPG)
.JPG)
On peut voir un électro-aimant sur cette photo
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
Il est a bain d'huile
maintenant les questions
est ce que c'est possible d'en faire un diviseur sachant:
-que c'était un réducteur de tourniquet
-que le rapport de division est de 13.25 tour de manivelle pour un tour d'axe
-que la vis sans fin à un filetage tellement incliné qu'on peu faire tourner la manivelle en forçant sur la vise de l'axe
Donc est ce que ça marcherai si je trouve un système pour bloquer l'axe, fixer le mandrin, et fixer le réducteur sur ma table ?
merci pour vos réponses
Mise à jour 29 mars 09
Je me suis servit du pignon qui était sur le réducteur, comme il avait déjà le bon Ø intérieur et qu'il avait déjà la rainure pour la clavette.
première ébauche ça vibre pas mal et c'est long
.JPG)
sans les dents
.jpg)
2 eme ébauche
.jpg)
un rondin qui me servira à faire une partie de la broche
.jpg)
après le dressage perçage et alésage de la face
.jpg)
je retourne la pièce que je serre par le centre et je charriote pour arriver au bon Ø (regardez comment j'ai du placer le charriot pour gagner un peu en Ø)
.jpg)
une partie du support du réducteur qui serra réutilisée pour faire la rondelle derrière la broche
.jpg)
une fois l'alésage fait je découpe avec la scie pour m'approcher au maximum de forme et de la cote finale
.jpg)
là encore ça vibre et c'est long
.jpg)
un petit moletage
.JPG)
et enfin l'ébauche de ma broche qu'un collègue de travail m'as soudée je terminerai avec le plateau emmanché sur l'axe du réducteur
.JPG)
le montage de la manivelle de la BF20 sur l'axe de la vis
.JPG)
c'est tout pour aujourd'hui !
Mise à jour 09 mai 09
Bonjour à tous,
quelques nouvelle du front
j'ai contrôlé la excentricité de l'axe ça bouge quasiment pas
donc usinage entre pointes avec une pointe usinée dans le mandrin car la pointe d'origine a un faux rond de 1/10.
.JPG)
Je bride le plateaux sur la table avec ce montage
.JPG)
.JPG)
Je trouve le centre de ma pièce avec un comparateur monté comme ceci je tourne la broche à la main et je centre avec les axe X et Y
.JPG)
.JPG)
Avec la DRO j'utilise a la fonction perçage sur un cercle je pointe
.JPG)
et je perce direct au Ø20 (merci guitoune45)
.JPG)
un coup de tête à aléser car le Ø final doit faire 21mm
.JPG)
c'est fini pour le plateaux
passons aux système de blocage du mandrin c'est une rondelle qui laisse ou non passer le mandrin si on la pivote.
Je commence par usiner un rondin de nylon au Ø de l'alésage de ma rondelle
.JPG)
j'ai pris une dernière passe de 0.1mm et ça m'as fait un copeau fin comme un cheveux
.JPG)
je bride la pièce de cette façon en serrant le morceau de nylon il va gonfler et bloquer la rondelle je tapote avec le maillet et la pièce est correctement plaquée contre le morceau de PEHD vert
.JPG)
Encore une fois la dro et son perçage sur un cercle
.JPG)
une fois les perçage fait j'utilise cette fonction
.JPG)
Premier essais c'est pas mal sauf que la BF20 n'aime pas trop le tréflage
.JPG)
Voila c'est quasiment terminé!
.JPG)
Merci de m'avoir lu