UTILITÉ, FABRICATION et EMPLOI des MORS DOUX :
Ce tuto est destiné aux usineurs avertis comme aux débutants.
Pour aller directement à un paragraphe, cliquez sur son nom dans la table des matières.
Utilité.
Fabrication.
Emploi.
Reportez-vous au lexique ( version pdf ) pour avoir des compléments d'information.
A) UTILITÉ DES MORS DOUX :
Il est courant que deux surfaces aient des exigences à respecter l'une envers l'autre (concentricité, perpendicularité,...).
En ce cas :

il faut alors disposer d'un dispositif "de reprise" qui peut être :
 Le mandrin "mors doux" est une solution économique au problème de reprise, pour les pièces massives ou déformables.
Le mandrin "mors doux" est une solution économique au problème de reprise, pour les pièces massives ou déformables.

Les mors doux (mordaches) sont usinés dans la position qu'ils auront lorsqu'ils serreront la pièce.
Leur forme épouse celle de la pièce.
Entre le moment où ils sont usinés et celui où ils maintiendront la pièce, ils doivent être bougés le moins possible, et surtout ne pas être retirés du mandrin !
Il faut donc usiner les mors doux chaque fois que l'on a une nouvelle forme à serrer et chaque fois qu'ils ont été retirés du mandrin.
Selon le nouveau profil à serrer, on peut être amené à enlever beaucoup de matière, et donc les mors "s'usent" très vite !
Il est possible (voir exemples) :

NOTA : Pour les trois liens ci-après vers les versions "3D" :
► ouvrez le lien (ne vous étonnez pas de voir une page blanche !),
► enregistrez le fichier sur votre ordinateur (touche de droite, "enregistrez sous" ou icône "télécharger" du lecteur PDF),
►clic droit sur le fichier enregistré et "ouvrir avec" Acrobat Reader).
La version de base :
 La même en version "3D" (voir NOTA ↑)
La même en version "3D" (voir NOTA ↑)
ou cliquez sur l'image.
La version mordaches hautes :
 La même en version "3D" (voir NOTA ↑)
La même en version "3D" (voir NOTA ↑)
ou cliquez sur l'image.
La version pour serrer une pièce avec une excroissance à l'arrière :
 La même en version "3D" (voir NOTA ↑)
La même en version "3D" (voir NOTA ↑)
ou cliquez sur l'image.
B) FABRICATION DES MORS DOUX :
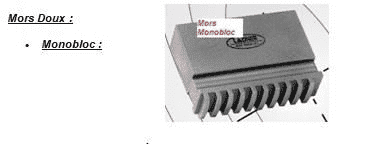
1) Semelles :
Le moyen le plus simple, compte tenu que l'utilisation de ces mors doux ne sera qu'occasionnelle, est d'en acheter trois, "monoblocs", adaptés à votre mandrin.
 C'est sur ces mors doux modifiés que nous ajouterons des "mordaches", d'une taille adaptée à vos besoins.
C'est sur ces mors doux modifiés que nous ajouterons des "mordaches", d'une taille adaptée à vos besoins.
Ces mordaches seront constituées d'un morceau de rond étiré (petit Ø pour petites pièces, plus gros Ø pour grosses pièces).
Une fois réalisés, il restera néanmoins une possibilité pour serrer des petits diamètres :

Il faut donc usiner un logement cylindrique à l'extrémité de chaque mors et prévoir la fixation de la mordache (vis CHc M6) ainsi qu'une butée pour l'étoile / fixation pour l'extension (vis CHc M8).
Pour le moment, les mors n'ont pas besoin d'avoir une pointe à 120°. Vous verrez si cela s'avère nécessaire une fois la mordache montée sur la semelle (il y aura moins de matière à enlever et il n'y aura pas forcément besoin de posséder une fraiseuse pour usiner les chanfreins) :
 L'usinage de ce logement peut se faire :
L'usinage de ce logement peut se faire :
 (C'est la solution que je préconise pour ceux qui ne possèdent pas de fraiseuse).
(C'est la solution que je préconise pour ceux qui ne possèdent pas de fraiseuse).
 - Appui plan sur les deux rainures (3 points d'appui),
- Appui plan sur les deux rainures (3 points d'appui),

Les différentes opérations d'usinages (elles sont ici montrées sur le tour, mais elles sont similaires sur une fraiseuse) !
 L'alésage ébauche peut se faire à l'outil (si tour) ou plus rapidement avec une (des) fraises 2T (si fraiseuse ou tour).
L'alésage ébauche peut se faire à l'outil (si tour) ou plus rapidement avec une (des) fraises 2T (si fraiseuse ou tour).
Pour contrôler le diamètre d'ébauche et ne pas dépasser la cote, il faudra vous confectionner un rond ayant le bon diamètre et vérifier la "portée", du moins sur la première pièce.
Finition :
Comme il n'est pas possible de contrôler le diamètre de l'empreinte sur la semelle,
il faut au préalable "calibrer" votre machine ou outil :
Réalisez un alésage sur une pièce témoin et repérez la position (repère sur le tambour gradué ou comparateur sur le transversal du tour, blocage de la coulisse si tête à aléser).
Vous serez alors à même de réaliser les finitions sur les trois semelles.
 Perçage-taraudage :
Perçage-taraudage :
1) Avant d'enlever la pièce, percez-taraudez le trou de fixation de la mordache.
2) Percez-taraudez le trou pour la fixation de "l'extension" de mors ou qui servira d'appui à l'étoile.
2B) Mordaches :
2B-a Phase 10 (Débit) :
Débitez trois morceaux d'étiré de la longueur voulue.
2B-b Phase 20 (Bout):
En mors durs, dressage, léger chanfrein, perçage lamage (sur les trois morceaux).
B2c) Phase 30 (Lamage) :
Lamage sur l'autre extrémité (sur les trois morceaux) (au tour en mors durs ou sur perceuse sensitive avec une fraise à pilote).
B2d) Phase 40 (Mise à longueur des trois) :
Montez les semelles précédemment usinées dans le mandrin.
Fixez les trois mordaches sur ces semelles (la face "non dressée" doit être en avant).
Serrez un martyr quelconque.
Dressez la face AV des 3 mordaches.
B2e) Phase 50 (Finition) :
En mors durs, faire un léger chanfrein sur la face qui vient d'être dressée (sur les trois mordaches).
Voilà, vous avez maintenant jusqu'à 6 "mors doux" (3 par extrémité de mordache).
Vous pourrez donc choisir sur chaque mordache l'empreinte la mieux adaptée à votre serrage, en ayant le moins de matière possible à enlever.
C) EMPLOI DES MORS DOUX :

Il vaut mieux mettre l'étoile sur le devant des mors en prenant appui sur la vis (ou sur l'entretoise).
Il est ainsi possible l'aléser sur toute la longueur des mordaches.
Bon copeaux.
Ce tuto est destiné aux usineurs avertis comme aux débutants.
Pour aller directement à un paragraphe, cliquez sur son nom dans la table des matières.
Utilité.
Fabrication.
Emploi.
Reportez-vous au lexique ( version pdf ) pour avoir des compléments d'information.
A) UTILITÉ DES MORS DOUX :
Il est courant que deux surfaces aient des exigences à respecter l'une envers l'autre (concentricité, perpendicularité,...).
En ce cas :
- Soit il faut usiner les deux surfaces sans démonter la pièce,
- Soit il faut repositionner la pièce en se servant de la surface de référence pour usiner la deuxième surface.
il faut alors disposer d'un dispositif "de reprise" qui peut être :
- Montage entre pointes,
- Des pinces (mais Ø limité),
- Un mandrin expansible (cher et dont on ne dispose pas toujours !),
- Des mors doux usinés à la demande.
Les mors doux (mordaches) sont usinés dans la position qu'ils auront lorsqu'ils serreront la pièce.
Leur forme épouse celle de la pièce.
Entre le moment où ils sont usinés et celui où ils maintiendront la pièce, ils doivent être bougés le moins possible, et surtout ne pas être retirés du mandrin !
Il faut donc usiner les mors doux chaque fois que l'on a une nouvelle forme à serrer et chaque fois qu'ils ont été retirés du mandrin.
Selon le nouveau profil à serrer, on peut être amené à enlever beaucoup de matière, et donc les mors "s'usent" très vite !
Il est possible (voir exemples) :
- De les acheter "tout faits", mais ce n'est pas toujours évident de trouver les mors adaptés à son mandrin et cela peut finalement revenir cher à l'usage.
- De les fabriquer soi-même, mais l'usinage des dents demande outillage et connaissances très particuliers.
Ce n'est donc pas pour nous !
- Si l'on accepte l'approximation qui remplace l'arc de spirale par un arc de cercle, il est possible de fabriquer les semelles moyennant du temps, beaucoup de réglage et de manipulations (Fait pour un petit mandrin) :
Semelles pour mandrin UNIMAT SL
Bonjour, Un futur cadeau de fête des pères, qui sait ! Les mors doux pour ce mandrin / tour étant introuvables, et les mandrin "complets" (pour se resservir des mors durs) étant hors de prix, j'ai décidé de fabriquer des semelles (à partir d'acier STUB) sur lesquelles s'adapteraient de simples... www.usinages.com
www.usinages.com
- De compléter des "semelles" prévues pour (si on en a !). En ce cas, n'importe quel bout d'acier simplement usiné (cela dépend de l'interface semelle-mordache) fera l'affaire. Mais cela demande du temps, de l'outillage et des machines !
- De faire "comme si" on avait ces semelles (et en ne disposant éventuellement que du seul tour).
NOTA : Pour les trois liens ci-après vers les versions "3D" :
► ouvrez le lien (ne vous étonnez pas de voir une page blanche !),
► enregistrez le fichier sur votre ordinateur (touche de droite, "enregistrez sous" ou icône "télécharger" du lecteur PDF),
►clic droit sur le fichier enregistré et "ouvrir avec" Acrobat Reader).
La version de base :
ou cliquez sur l'image.
La version mordaches hautes :
ou cliquez sur l'image.
La version pour serrer une pièce avec une excroissance à l'arrière :
ou cliquez sur l'image.
B) FABRICATION DES MORS DOUX :
1) Semelles :
Le moyen le plus simple, compte tenu que l'utilisation de ces mors doux ne sera qu'occasionnelle, est d'en acheter trois, "monoblocs", adaptés à votre mandrin.
Ces mordaches seront constituées d'un morceau de rond étiré (petit Ø pour petites pièces, plus gros Ø pour grosses pièces).
Une fois réalisés, il restera néanmoins une possibilité pour serrer des petits diamètres :
Il faut donc usiner un logement cylindrique à l'extrémité de chaque mors et prévoir la fixation de la mordache (vis CHc M6) ainsi qu'une butée pour l'étoile / fixation pour l'extension (vis CHc M8).
Pour le moment, les mors n'ont pas besoin d'avoir une pointe à 120°. Vous verrez si cela s'avère nécessaire une fois la mordache montée sur la semelle (il y aura moins de matière à enlever et il n'y aura pas forcément besoin de posséder une fraiseuse pour usiner les chanfreins) :
- Pour l'ébauche:
- Mors par mors au tour (pointage, perçage, alésage) ou à la fraiseuse (fraise 2T)
- Simultanément sur les trois mors au tour.
- Pour la finition:
- Mors par mors au tour (outil à aléser) ou à la fraiseuse (tête à aléser).
- orientation par un coté ou une rainure (2 points d'appui),
- butée sur le bout usiné (1 point d'appui).
Au tour, la butée sur le bout de la semelle diffère selon la forme de son extrémité et selon que l'on usine :- un mors (ébauche ou finition)
- les trois mors simultanément en ébauche.
Les différentes opérations d'usinages (elles sont ici montrées sur le tour, mais elles sont similaires sur une fraiseuse) !
Pour contrôler le diamètre d'ébauche et ne pas dépasser la cote, il faudra vous confectionner un rond ayant le bon diamètre et vérifier la "portée", du moins sur la première pièce.
Finition :
Comme il n'est pas possible de contrôler le diamètre de l'empreinte sur la semelle,
il faut au préalable "calibrer" votre machine ou outil :
Réalisez un alésage sur une pièce témoin et repérez la position (repère sur le tambour gradué ou comparateur sur le transversal du tour, blocage de la coulisse si tête à aléser).
Vous serez alors à même de réaliser les finitions sur les trois semelles.
1) Avant d'enlever la pièce, percez-taraudez le trou de fixation de la mordache.
2) Percez-taraudez le trou pour la fixation de "l'extension" de mors ou qui servira d'appui à l'étoile.
2B) Mordaches :
2B-a Phase 10 (Débit) :
Débitez trois morceaux d'étiré de la longueur voulue.
2B-b Phase 20 (Bout):
En mors durs, dressage, léger chanfrein, perçage lamage (sur les trois morceaux).
B2c) Phase 30 (Lamage) :
Lamage sur l'autre extrémité (sur les trois morceaux) (au tour en mors durs ou sur perceuse sensitive avec une fraise à pilote).
B2d) Phase 40 (Mise à longueur des trois) :
Montez les semelles précédemment usinées dans le mandrin.
Fixez les trois mordaches sur ces semelles (la face "non dressée" doit être en avant).
Serrez un martyr quelconque.
Dressez la face AV des 3 mordaches.
B2e) Phase 50 (Finition) :
En mors durs, faire un léger chanfrein sur la face qui vient d'être dressée (sur les trois mordaches).
Voilà, vous avez maintenant jusqu'à 6 "mors doux" (3 par extrémité de mordache).
Vous pourrez donc choisir sur chaque mordache l'empreinte la mieux adaptée à votre serrage, en ayant le moins de matière possible à enlever.
C) EMPLOI DES MORS DOUX :
- Les rainures du mandrin sont généralement repérées par un numéro, de même que les mors.
Si ces repères ne sont plus visibles, classez les mors selon la position des dents.
- Montez les mordaches sur les semelles, dans la même orientation (s'ils ont déjà servis), légèrement serrés.
- Serrez légèrement votre pièce, dans le but
- d'orienter convenablement les mordaches si vous réutilisez une empreinte,
- d'appliquer les mordaches sur la partie cylindrique du logement,
- de vérifier que la surface de l'empreinte s'accorde "au mieux" avec la pièce, assurant un enlèvement minimal de matière.
- Bloquez les mordaches sur les semelles.
- Enlevez la pièce, resserrez légèrement les mors.
- Serrez une étoile.
Il vaut mieux mettre l'étoile sur le devant des mors en prenant appui sur la vis (ou sur l'entretoise).
Il est ainsi possible l'aléser sur toute la longueur des mordaches.
- Alésez vos mors doux.
Bon copeaux.