D
DEN
Compagnon
Une question que je me pose depuis un moment :
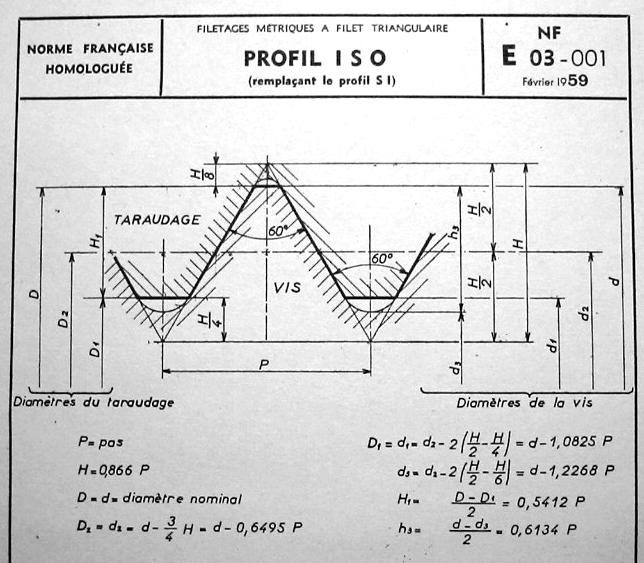
lorsque on regarde les profil d'un filetage iso, normalement le diamètre extérieur est au nominal, par exemple M8 on devrait avoir 8mm de diamètre, pourtant si on prend le premier boulon venu et on le mesure ça sera d'office plus petit (on aura pas du 8 mais du 7.85).
Je me pose la question, car je dessinais sur un logiciel CAD le profil afin de matérialiser le filetage, et je me suis aperçu après avoir revu la norme dans différentes sources que le H/8 était en dehors du diamètre nominal, et donc je vois plus d'explication logique au fait que lorsqu'on mesure on est en dessous ...
Je sais pas si je suis très clair
lorsque on regarde les profil d'un filetage iso, normalement le diamètre extérieur est au nominal, par exemple M8 on devrait avoir 8mm de diamètre, pourtant si on prend le premier boulon venu et on le mesure ça sera d'office plus petit (on aura pas du 8 mais du 7.85).
Je me pose la question, car je dessinais sur un logiciel CAD le profil afin de matérialiser le filetage, et je me suis aperçu après avoir revu la norme dans différentes sources que le H/8 était en dehors du diamètre nominal, et donc je vois plus d'explication logique au fait que lorsqu'on mesure on est en dessous ...
Je sais pas si je suis très clair