S
stanloc
Compagnon
Bonjour,
Dans les accessoires de tournage, la question a été posée de l'intérêt des tarauds refouleurs.
La réponse est qu'il y a intérêt à chaque fois qu'enlever du métal sous forme de copeaux représente un risque d’affaiblissement du taraudage.
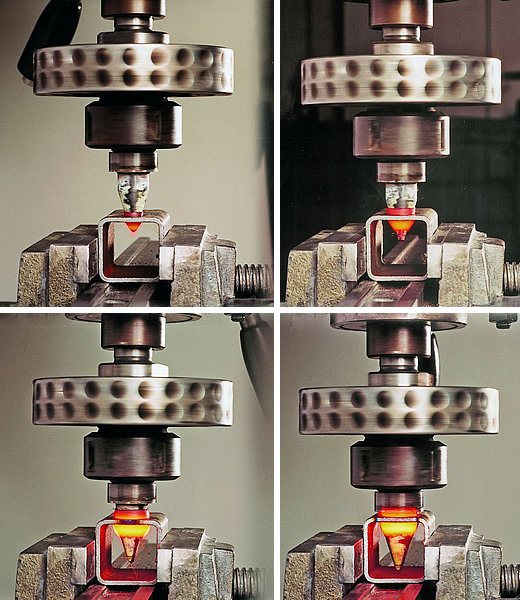
Il y a un cas d'école qui est présenté sur cette vidéo. On y voit d'ailleurs une méthode géniale (très ancienne déjà) comprenant le perçage d'un tube d'acier sans enlèvement de copeaux suivi du taraudage au taraud refouleur. (je l'ai pratiquée)
Voilà longtemps que je voulais indiquer ce procédé qui ouvre des horizons sans fin aux concepteurs de bâti de machines fait avec du tube d'acier et cherchant une alternative au soudage. Si on se contente d'une seule dimension de perçage/taraudage l'achat des outils spécialisés peut se justifier assez vite dès que le nombre d'opérations devient grand. D'ailleurs comme toujours c'est à comparer aux autres méthodes et en coût et en possibilité d'exploitation.
Stan
Dans les accessoires de tournage, la question a été posée de l'intérêt des tarauds refouleurs.
La réponse est qu'il y a intérêt à chaque fois qu'enlever du métal sous forme de copeaux représente un risque d’affaiblissement du taraudage.
Il y a un cas d'école qui est présenté sur cette vidéo. On y voit d'ailleurs une méthode géniale (très ancienne déjà) comprenant le perçage d'un tube d'acier sans enlèvement de copeaux suivi du taraudage au taraud refouleur. (je l'ai pratiquée)
Voilà longtemps que je voulais indiquer ce procédé qui ouvre des horizons sans fin aux concepteurs de bâti de machines fait avec du tube d'acier et cherchant une alternative au soudage. Si on se contente d'une seule dimension de perçage/taraudage l'achat des outils spécialisés peut se justifier assez vite dès que le nombre d'opérations devient grand. D'ailleurs comme toujours c'est à comparer aux autres méthodes et en coût et en possibilité d'exploitation.
Stan
Dernière édition par un modérateur: